

Making The Tyre Industry Truly Sustainable
- By TT News
- December 15, 2025

Harm Voortman, Chief Executive of VMI Group, explains how his company is mobilising its resources to cut energy use and reduce emissions, together with other forms of pollution in its strategic drive to make the business more sustainable and environmentally responsible. Having just been awarded the prestigious EcoVadis Gold Award in recognition of the progress made already, VMI is determined to keep enhancing its own performance while helping customers worldwide achieve better sustainability.
A STRATEGIC INDUSTRY
Tyres are essential for the modern economy. That’s a simple fact of life because much of the global economy depends on motor vehicles, and all those vehicles run on tyres. Two billion tyres are made every year across the world, and a high proportion of these are built on tyre building machines designed, built and supplied by VMI.
There is, however, another side to this story of economic and manufacturing efficiency. Those two billion new tyres every year also translate into something like six million tonnes of microplastics. These highly polluting particles end up in the environment – much of it in the oceans of the world. This means that one of the essential drivers for the global economy is also a major contributor to pollution and environmental damage.
The big question for all of us is how can we maintain the benefits of the tyre industry while also finding ways to reduce the harms it causes. In other words, how can we make it transformationally more sustainable?
OUR GREATEST CHALLENGE?
Sustainability is “not just a nice to have” it is an essential and non-negotiable requirement for every manufacturer and operator of automotive products.
Motor vehicles still largely use fossil fuels and require roads that must be built across the countryside, then constantly maintained and upgraded. Inevitably, this causes environmental damage.
 Tyres are made from increasingly complex blends of materials, which are used to make the novel compounds required to meet the changing demands of the automotive industry. This requires a huge amount of energy and a continuous stream of raw materials.
Tyres are made from increasingly complex blends of materials, which are used to make the novel compounds required to meet the changing demands of the automotive industry. This requires a huge amount of energy and a continuous stream of raw materials.
The move to electric vehicles (EVs), a key factor in making the industry more sustainable by reducing reliance on fossil fuels, also has one major disadvantage. EVs are often heavier than the conventional vehicles they replace. That leads to greater wear and tear on the road surface, generating a higher level of particulates that are harmful to the environment and to human health.
The need to make the entire industry less environmentally damaging, more efficient and sustainable is a challenge that every participant – car and truck manufacturers, energy companies and, above all, tyre builders – have no choice but to face. Here, as in so many other ways, VMI is leading the way.
COMMITMENT TO INNOVATION
 VMI has become a strong and respected global player because it is an innovator. Many of the concepts that have transformed the tyre industry were developed by VMI, including ‘hands off, eyes off’ automation, advanced visions systems and now the use of AI to help eliminate errors and optimise production.
VMI has become a strong and respected global player because it is an innovator. Many of the concepts that have transformed the tyre industry were developed by VMI, including ‘hands off, eyes off’ automation, advanced visions systems and now the use of AI to help eliminate errors and optimise production.
Yet perhaps the most important application for innovation today is in sustainability. Fresh ideas in this field lead to better environmental performance, assured regulatory compliance and to better commercial results as well. VMI believes that doing the right thing for the planet can also lead to the best outcome for shareholders.
The drive for enhanced sustainability has become a major focus for all VMI’s employees: one of its most striking features is how it involves everyone, at all levels and in all disciplines. This has become a personal goal, with every member of the wider VMI team committed to looking for new and better ways to reduce the environmental impact of their work.
At all times, the aim is to look for new methods that can deliver a real win-win to manufacturers and customers.
There is a continuing search for ways to use less energy in production, reduce waste and scrap, while eliminating errors – thereby cutting down on the amount of materials used. Reducing emissions and pollution also leads to business benefit, because less energy used means lower costs. Less scrap and waste leads to improved efficiency and, once again, cuts costs significantly.
Tyre manufacturers understand better than ever that commitment to sustainability is not just responsible, not just essential for regulatory compliance and being a good corporate citizen: it also ends up being good for shareholders through higher profits and better brand reputation.

KEY FOCUS AREAS FOR SUSTAINABILITY IMPROVEMENT
VMI’s policy focuses on four main areas of activity:
- Energy and emissions
- Efficient use of materials
- Eliminating errors and waste
- Whole lifecycle management
This strategic approach has delivered measurable benefits to VMI and also helps customers to improve their own performance. The positive impact on environmental performance is also now a matter of public record.
So how can other manufacturers learn from the approach taken by VMI? Let’s look at this in more detail.
ENERGY AND EMISSIONS
Improved energy efficiency does not usually make progress through a few big breakthroughs: instead, it’s the sum total of small improvements made to every stage of every process, and that involves the work of every employee in every department. From the design stage on, energy efficiency is a key factor in new concepts, but, at the same time, each team of engineers is accountable (and rewarded) for identifying ways in which their objectives can be reached more efficiently by using less energy.
This process starts very early. VMI sponsors educational programmes designed to build energy consciousness into future engineers from very early on and each team is empowered to scrutinise their processes critically to develop better methods. Above all, VMI and other responsible manufacturers use the regulatory system not as a painful duty to be obeyed but as a useful incentive for better performance.
Just as every employee has to be engaged in the drive for sustainability, VMI has taken the view that every supplier and partner also needs to be actively mobilised to enhance every aspect of sustainability performance. VMI’s vision is closely aligned with the EU’s adoption of the GHG Protocol’s Scope 1, 2 and 3 frameworks, which require manufacturers to account for their entire value chain emissions, not just those under their direct control.
Scope 1 covers direct emissions, Scope 2 includes indirect emissions from purchased energy and Scope 3 encompasses all other upstream and downstream indirect emissions, obliging manufacturers to take responsibility for the environmental impact of their entire value chain while driving sustainability across their supply chains.
By working actively with suppliers on every aspect of joint working, it is possible to enhance everything from component design, fabrication methods, transportation efficiency and even packaging to ensure progressive and measurable improvements. By making this not simply a ‘box ticking’ exercise but a mission that engages every participant, extraordinary improvements have been – and will continue to be – delivered.
EFFICIENT USE OF MATERIALS
One of the most important aspects of tyre design is the growing use of advanced new materials designed to reduce weight without any loss of tensile strength or safety performance, cut down on rolling resistance, reduce particulate emission and enable higher efficiency in operation. The rise of EV use is a key factor in driving this kind of research as EVs are often heavier, have different driving characteristics and are moving towards a self-driving future.
Every tyre manufacturer is now committing considerable resources into developing materials with precisely calibrated operating characteristics. They also need to deliver specialised tyres in smaller batches then before without waste, on time and efficiently enough to make a profit even from very short production runs.
VMI focuses on developing and testing new compounds in the lab without the need to rely only on trial and error. Lab testing is not a new technique – the VMI LAT100 tyre tread compound tester was first developed some decades ago – but use of advanced simulation software now means lab testing can be embedded within the tyre design and development process as never before. New compounds can be made, tested, evaluated, fine-tuned and tested all over again within (using a term borrowed from the software industry) a ‘DevOps’ approach to manufacture.
In this concept, there is no firm line between disciplines (design, build, test, core engineering…) because the entire end-to-end process is treated as an integrated whole. The tyre industry knows that new and higher performing, more sustainable compounds are a core requirement for staying competitive into the future. VMI’s integrated, lab-focused approach can fast-track new concepts and, used with new developments in continuous mixing and extrusion, this is a practical way to accelerate development without significant environmental impact.
ELIMINATING ERRORS AND WASTE
Tyre building, even with automated production systems, requires a complex blend of processes. In practice, it is as if a series of ‘just in time’ activities co-exist within a single factory with different machines, often supplied by different manufacturers, fabricating components, many of which are then moved to where the next process takes place.
There is huge scope for wastage in the average tyre factory as materials are loaded, unloaded, moved by truck or automated vehicle, put into storage until needed, then reloaded onto another machine, processed, stored again…
Innovators across the industry understand that the sheer complexity of this approach limits both the energy savings and emissions reduction that can be achieved – for the moment. Yet new technologies are being used today to make significant progress possible. Again, VMI has been a major innovator in this field as well.
OPEN SIDE BAR
There are many ways in which taking an integrated view of tyre building processes can bring greater efficiency with better sustainability performance to the whole process. VMI has taken aspects of its UNIXX single cell technology to deliver standalone solutions that can be used with a conventional TBM to streamline conventional methods, leading to greater efficiency, reduced footprint, drastically lower energy use and better sustainability performance.
The UNIXX Beltmaker, for example, cuts out the need for a separate calendering line with the massive energy use and huge space required. By using UNIXX Beltmaker, and considering use of continuous extrusion Strip Winding, it is possible not just to eliminate process stages but accelerate production and build smaller batches without damaging profitability. All this can be achieved with lower energy use, reduced emissions and much lower wastage.
CLOSE SIDE BAR
VMI introduced vision systems to measure the placement of materials as they enter a MAXX automated Tyre Building Machine (TBM). Now these increasingly advanced vision systems are being matched with emerging AI to improve other aspects of performance. This enables automated placing, use of pattern recognition and machine learning (ML) to deliver accurate cuts and AI algorithms to ensure higher efficiency in materials usage, leading to a major reduction in all aspects of wastage due to errors.
VMI, like other businesses in the wider industry, is investing heavily in specialised software development and management, with AI now forming a major part of its solutions.
Beyond the hype caused by GenAI, we can see that the combination of sensors, pattern recognition, ML and data analytics is a proven AI combination that delivers higher sustainability through reduced waste, scrap, rework and energy investment. The intelligence of each system is now greater than ever and the sustainability benefits are increasing in step.
WHOLE LIFECYCLE MANAGEMENT
VMI moved from building standalone machines some years ago and now specialises in Production Platforms, which are designed to be updated regularly over an extended lifecycle. VMI tyre building machines are designed to operate at maximum efficiency over a very long lifecycle (between 10 and 20 years is normal), and the Platform approach adds value by making it easier to keep machines operating at best practice level. They are designed to make it easy for higher performance components, assemblies and upgrades to be retrofitted over the lifetime of the product.
The goal now is to make sure that the TBM at the heart of any production facility lasts for longer, continues to meet sustainability goals, remains highly efficient and is always at best practice level. Yet, that is not the whole story. VMI is also aware that end-of-life is part of the process as well and that all systems must be designed for safe recycling (including extended life for specific components) and environmentally responsible disposal.
End-of-life management has to be designed into a product from the very start. This is now a basic requirement for all VMI machines.

WHAT ABOUT THE FUTURE?
The tyre industry is essential for almost all aspects of economic life. The world economy runs on the road, and every vehicle runs on tyres. This simple truth means that every method we can find to improve performance in terms of efficiency and sustainability is a benefit to the world.
This is why the VMI approach matters. It was VMI that enabled the whole industry, not just the ‘Tier Ones’, to use the most advanced, automated systems in their daily activities. Others have followed – yet VMI’s pioneering work in creating and making available automated production systems, even to relatively small companies, has been transformational.
Today, MAXX for passenger tyres and MILEXX for trucks are in use worldwide and have made it possible for companies originating in China and India, for example, to challenge the biggest companies in the world, while many other countries have become major production hubs for the industry. VMI has had a permanent presence in China for almost 30 years and has important centres in India, Brazil, Thailand, US, Poland, Germany, Malaysia and, from the end of this year, in Mexico as well.
There is a clear roadmap to the future for the industry wherein we will see an increasing use of specialised software, including AI, to reduce human touch points still further, cut out errors and optimise quality. Further use of automation will reduce the need to move materials by hand and further cut wastage through optimised handling. We are already using hybrid systems, with UNIXX Beltmaker and Strip Winder, combined with MAXX TBMs to enable profitable, quality-assured building of small tyre batches.
The next step will be the use of single cell machines, in which ‘batches of one’ are the norm, with every stage of production taking place as part of the same process, cutting waste as close to zero as possible while driving down energy use and emissions still further.
The tyre industry remains at the heart of the world economy, but its very importance makes it essential for all of us who are shaping the future of this business to keep sustainability front and centre of our minds. VMI is proud of the way we combine innovation and care to deliver outstanding results for our customers, but there is still a lot of work to do, and we are already focused on the next steps.
Now and into the future: Sustainability is at the heart of our strategy.
Hankook iON Race Proves Critical In Chaotic Tokyo E-Prix Double-Header
- By TT News
- July 31, 2026

Hankook Tire, the exclusive tyre supplier for the ABB FIA Formula E World Championship, played a central role in the season’s pivotal Japanese double-header. As the official race tyre for all competitors, the company’s iON Race compound was put to the test under extreme and shifting conditions during Rounds 14 and 15 of Season 12 at the 2026 TDK Tokyo E-Prix.
The weekend’s on-track action produced two dramatic winners. CUPRA KIRO’s Dan Ticktum snatched victory in Round 14 with a last-corner overtake on Jake Dennis, while Nick Cassidy completed the podium. The following day, Mahindra Racing’s Nyck de Vries claimed Round 15, finishing ahead of Cassidy and Dennis, who secured second and third respectively. The entire paddock also observed a period of remembrance for the late Cyril Blais.

The 2.575-kilometre temporary circuit, featuring 18 corners and situated around Tokyo Big Sight, hosted its first-ever night races, drastically altering track conditions from practice to competition. Unstable weather compounded the challenge, with a Sunday thunderstorm cancelling Free Practice 3 and leaving a damp, drying surface for Round 15 that demanded constant adaptation in tyre warm-up and strategy.

Throughout the weekend, Hankook’s iON Race tyre demonstrated reliability across the evolving grip levels and temperature swings. Following the Tokyo results, Dennis retains the championship lead with 146 points, narrowly ahead of Mitch Evans and Pascal Wehrlein. The title battle remains fiercely contested and will be resolved at the season-ending Hankook London E-Prix double-header on 15–16 August.
Manfred Sandbichler, Senior Director, Hankook Motorsport, said, “Bringing Formula E night racing to Tokyo for the first time made this a distinctive weekend and one of the more unusual tyre assignments of our season. The contrast between afternoon running and the 20:05 races shaped how teams prepared for both events, and the iON Race managed that transition and the changing weather conditions well, delivering consistent and predictable performance as the circuit cooled through the evening.”
Tegeta Green Planet Champions Circular Economy At EU-Backed Youth Camp
- By TT News
- July 31, 2026

Tegeta Green Planet recently contributed to the ‘Circular Future’ green camp, an environmental education initiative organised by CENN and funded by the European Union. The camp, which hosted 23 teenagers from the Adjara and Kakheti regions, was designed to deepen ecological understanding, advocate for waste-free systems, and inspire long-term behavioural change among the next generation.
Throughout the week-long gathering, young attendees engaged with forward-thinking methods for minimising refuse, prolonging product life cycles and improving separation and recovery processes. Interactive workshops translated abstract circular economy theories into tangible daily actions, equipping participants with the know-how to conserve materials and shrink their personal environmental toll.

A noteworthy component of the programme occurred on 22 July, when a specialised seminar titled ‘Circular Economy: Waste Reduction and Recycling for Public Health’ was convened. Co-hosted by Tegeta Green Planet, the UNDP and the Waste Management Business Association, the seminar examined the intersection of ecological integrity and human well-being, illustrating how robust recycling systems directly benefit community health outcomes.
Closing the day’s agenda, Tegeta Green Planet’s Director, Shalva Akhvlediani, offered an in-depth look at the Extended Producer Responsibility model currently unfolding in Georgia. He traced the journey of end-of-life vehicle components – from used tyres and spent lubricants to depleted batteries – through collection, transport and reprocessing channels. Akhvlediani also highlighted his organisation’s network of over 350 domestic producers and importers, stressing that youth education remains a cornerstone of their mission. The floor was then opened for a lively exchange, where students posed probing questions, debated local environmental dilemmas and floated their own grassroots suggestions, reinforcing the message that responsible resource use begins with informed individual choices.
Nexen Tire Reports Higher Second-Quarter Revenue Despite Cost Pressures
- By TT News
- July 30, 2026

Nexen Tire reported second-quarter revenue of KRW 891.3 billion and operating profit of KRW 34.3 billion, as growth in Europe and higher sales of premium products supported performance despite rising costs and geopolitical uncertainty.
Revenue increased 10.8 per cent from a year earlier, driven by demand in key markets, particularly Europe, the company said .
The tyre manufacturer said its strategy of expanding original equipment (OE) supply programmes and diversifying replacement (RE) tyre sales helped support growth amid weaker demand in the automotive market. Sales of 18-inch and larger tyres accounted for 38.8 percent of total sales, up 3.6 percentage points from a year earlier, reflecting a greater focus on premium products.
Profitability came under pressure as higher raw material prices and increased ocean freight rates raised costs. The company also incurred one-off expenses following the final ruling on US anti-dumping duties, which resulted in a higher tariff rate than previously expected.
Europe was the strongest-performing region during the quarter, with revenue reaching KRW 407.2 billion, the first time quarterly sales in the region have exceeded KRW 400 billion.
The company attributed the growth to higher OE sales from its European manufacturing plant, business expansion in the UK, Türkiye and other markets, and improved distribution and logistics following the addition of a finished-goods warehouse at the plant.
In South Korea, demand for electric vehicle (EV) and sport utility vehicle (SUV) tyres remained strong. Nexen Tire said its expanding OE portfolio, which includes the Hyundai IONIQ 6, Kia's EV3 to EV9 models and other domestic electric vehicles, supported higher OE revenue and increased sales of larger-diameter tyres.
The company also said continued growth in rental sales within the replacement market improved its product mix, while its first OE supply agreement with BYD strengthened its position in the global EV market.
Alongside its financial results, Nexen Tire said it had expanded its OE supply during the quarter to electrified models including BYD vehicles and the Hyundai STARIA EV. Supply to premium automotive brands also increased from a year earlier, supported by research and development initiatives, including AI-based performance prediction technologies.
"Despite growing cost pressures from external factors, we have continued to achieve top-line growth on the back of strong sales in key markets," said John Bosco (Hyeon Suk) Kim, CEO of NEXEN TIRE. "With the stable ramp-up of the second-phase expansion at our European plant and the results of our distribution improvements in North America, we expect more tangible improvements in earnings."
Pirelli Confirms Tyre Compound Selections For Next Three Grands Prix
- By TT News
- July 30, 2026

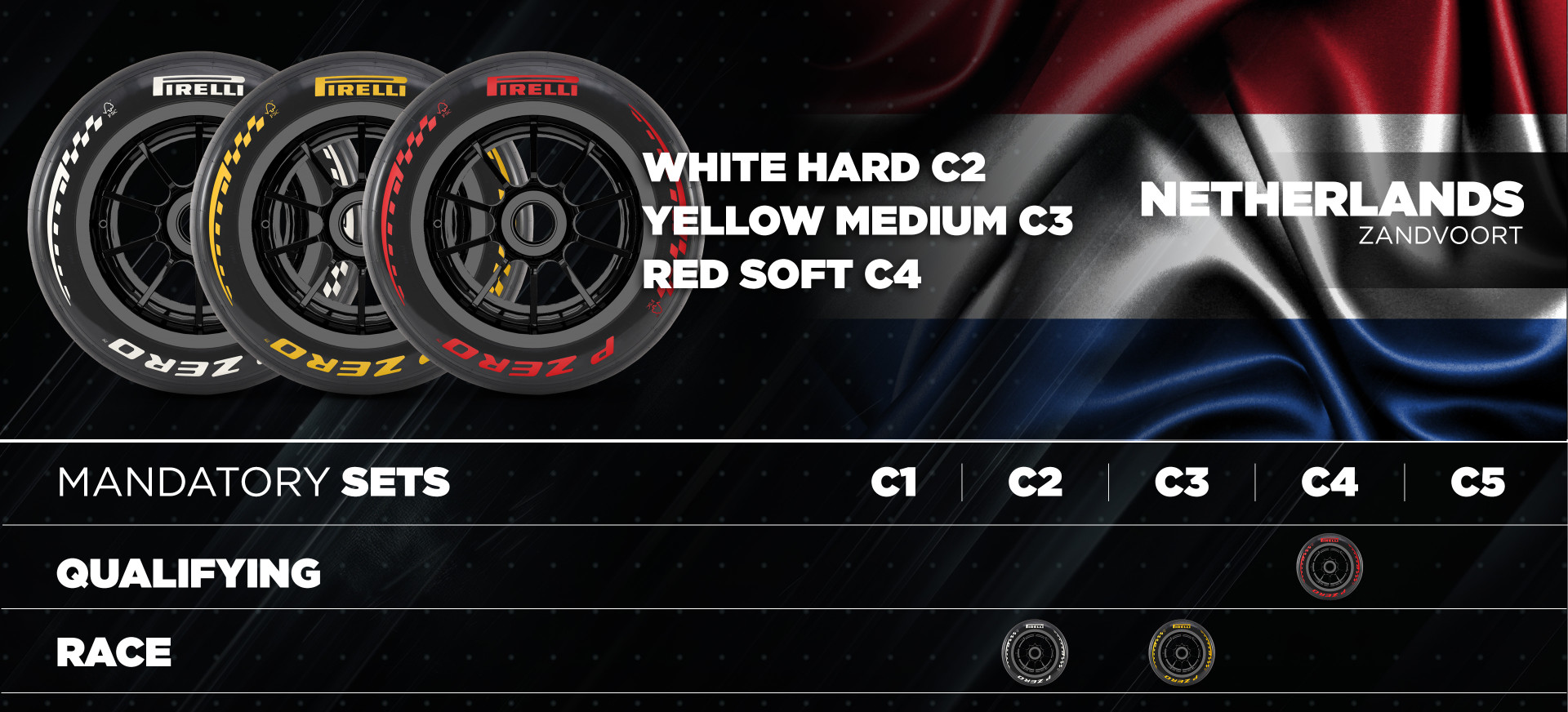
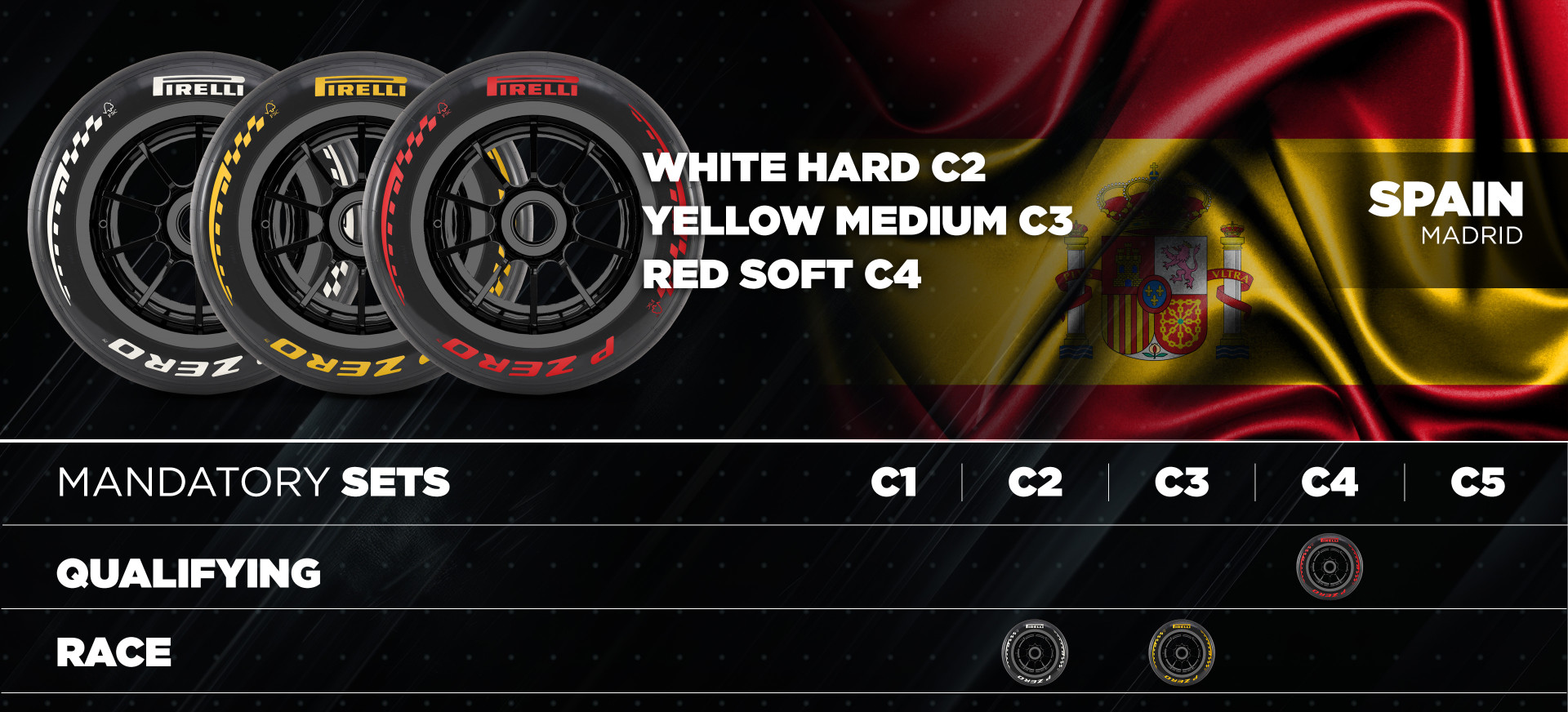
Pirelli has officially communicated to all Formula 1 teams the tyre compound selections for the upcoming Dutch, Spanish and Italian Grands Prix. The Italian manufacturer has opted for the medium-range C2, C3 and C4 compounds for the events at Zandvoort and the new Madrid circuit, while the Monza race will see the softest available tyres, the C3, C4 and C5, deployed.
For the Dutch Grand Prix at Zandvoort, Pirelli has confirmed the same compound choice as the previous year. The coastal circuit is defined by its medium and low-speed corners, including two banked turns, which place significant vertical and lateral loads on the tyres and demand high aerodynamic downforce. The track surface itself offers low inherent grip, a challenge compounded by sand from the nearby beaches being blown onto the asphalt, further affecting tyre performance.
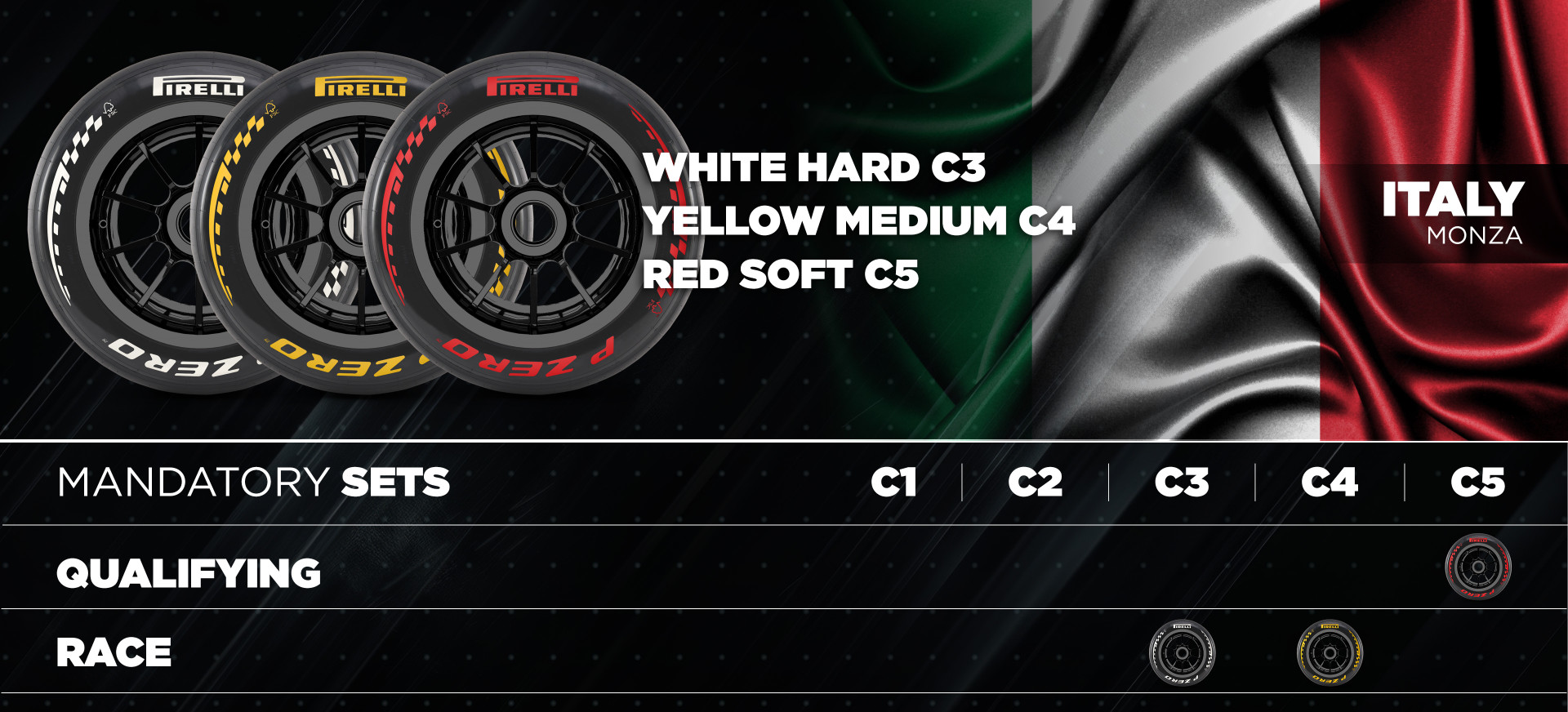
The Italian Grand Prix at Monza presents a contrasting challenge, with its recently resurfaced track encouraging teams to run low-downforce configurations. The pit lane loss time for a tyre change is among the highest of the season, incentivising teams to extend stints and manage degradation to achieve a one-stop race. However, the potential for high ambient temperatures could complicate this strategy, making tyre management more difficult.

Making its debut on the calendar as the Spanish Grand Prix, the semi-permanent street circuit in Madrid features 22 highly varied corners, significant elevation changes and the longest banked turn in the championship. Simulations indicate that the loads on the tyres are comparable to those at Silverstone and Spa-Francorchamps. Consequently, Pirelli’s selection of the medium-range compounds is designed to favour a two-stop strategy and offer greater protection against overheating, a risk to which the softer C5 compound would be particularly vulnerable in warm conditions.



Comments (0)
ADD COMMENT