

The Last Man Standing: How A Perth Startup Became The Mining Industry’s Tyre Whisperer
- By Sharad Matade
- August 13, 2025

Vehicle Management Corporation survived industry consolidation to dominate a USD 1.5 billion niche managing mining’s most expensive consumables.
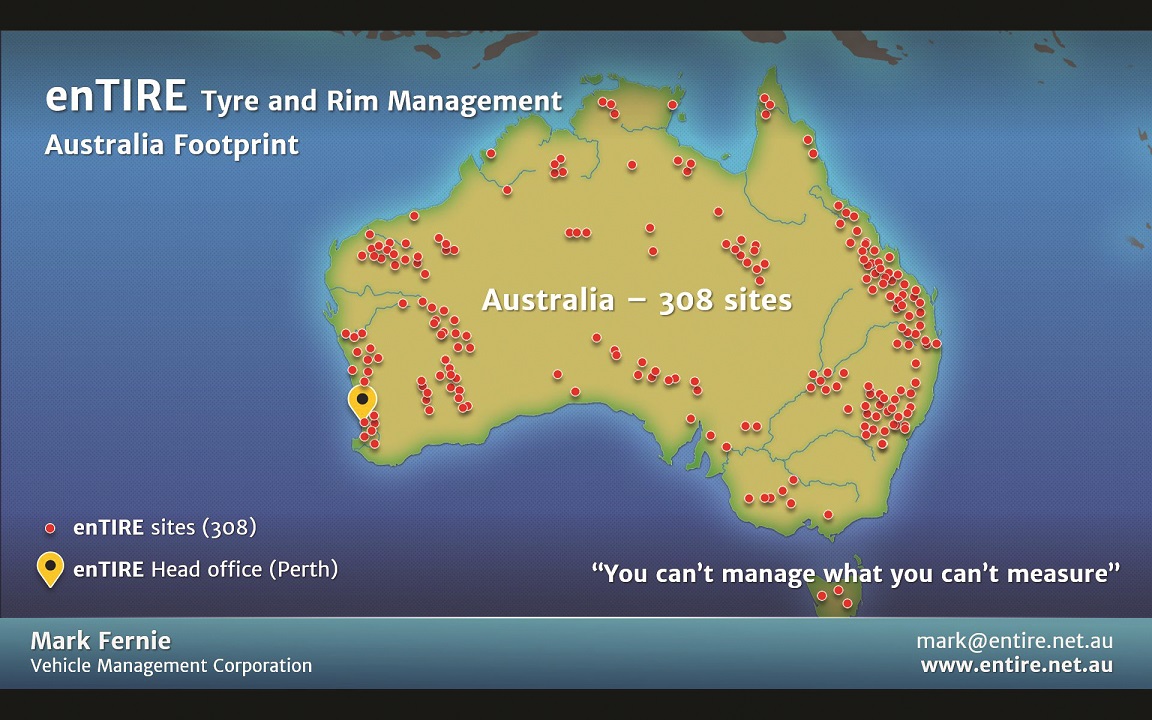
More than 30 years after its modest beginnings, Fernie’s Vehicle Management Corporation (VMC) now leads the global independent tyre management software sector. The company oversees USD 1.5 billion in tyre and rim assets across 480 mining sites on multiple continents. With individual mining tyres costing upward of USD 50,000, VMC’s enTIRE software has become critical for operators aiming to maximise the value of their most expensive consumables.
“We don’t sell tyres or offer tyre services – software is our sole focus,” Fernie said. This specialisation has been VMC’s core competitive strength and a key reason it outlasted larger, better-funded competitors during two decades of industry consolidation.
VMC’s journey from a single-client DOS application to managing billions of dollars in assets demonstrates how even small software firms can thrive by addressing highly specialised industry needs that larger solutions often overlook.
THE CONSOLIDATION SURVIVOR
VMC’s fierce independence stands out in a tyre industry where consolidation is accelerating. While giants like Bridgestone and Michelin snapped up rivals – Otraco and Klinge, respectively – VMC has held the line, rebuffing takeover interest and prioritising customer relationships over shareholder pressure or supplier alliances.
“With Bridgestone acquiring Otraco and Michelin purchasing Klinge, VMC became the only independent, commercially viable tyre management software provider remaining,” Fernie explained. “Developing a competitive independent system today would require USD 5+ million in funding and years of field testing, making our market position difficult to replicate and any alternatives difficult to justify.”
This independence is now central to VMC’s appeal for multinational miners working with multiple suppliers. Unlike manufacturer-backed software, VMC’s enTIRE system is completely agnostic, allowing clients to base their purchasing decisions solely on performance data and cost-effectiveness.
That strategy has earned VMC unusually durable client ties. Its three-decade partnership with Freeport Indonesia – one of the world’s largest mining operations –underscores the appeal of a model that favours operational flexibility over vendor lock-in, a growing concern among customers wary of manufacturer-driven ecosystems.
“Most of our clients are long-term,” Fernie noted, emphasising how this stability has become increasingly valuable as mining companies seek to avoid the disruption and data loss that often accompanies vendor changes in manufacturer-controlled systems.
BEYOND COST CUTTING: SAFETY AND ENVIRONMENTAL IMPACT
While cost reductions – often 10 percent to 30 percent within three years – drive initial adoption, VMC’s impact extends far beyond savings. In nonstop mining environments, where tyre failures can lead to life-threatening accidents, safety and uptime are equally vital.
“Operating tyres outside pressure or load specs increases blowout risks,” Fernie said, emphasising safety. enTIRE tracks rim certifications and keeps failure histories, supporting safety protocols. “Rim accidents are very dangerous, potentially fatal.”
Environmental benefits have also emerged as an increasingly important value proposition for mining companies under growing pressure to reduce their carbon footprints and waste generation. By extending tyre life and dramatically reducing premature failures, mining operations generate substantially less waste while simultaneously improving fuel efficiency through optimised tyre pressure monitoring systems.
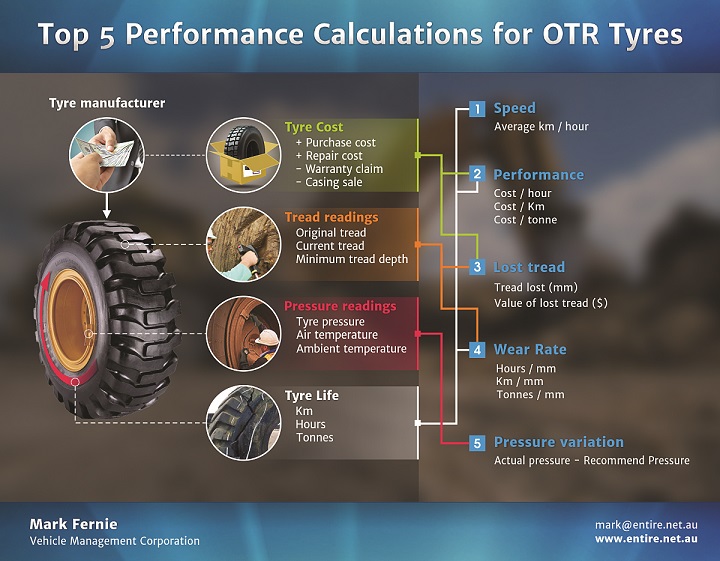
“Optimising pressure with TPMS can extend tyre life by 20–30 percent, reduce rolling resistance and lower fuel consumption by up to three percent – a substantial saving in mining operations,” Fernie explained. In an industry where fuel costs represent significant operational expenses and environmental regulations continue to tighten, these seemingly modest percentage improvements compound into substantial savings and meaningful reductions in environmental impact.
The environmental mathematics are compelling: operators can achieve approximately 30 percent increases in tyre life through proper lifecycle management, directly reducing landfill waste, shipping requirements and manufacturing demands – collectively helping reduce the carbon footprint of tyre procurement and disposal across the mining sector.
THE TECHNOLOGY EVOLUTION
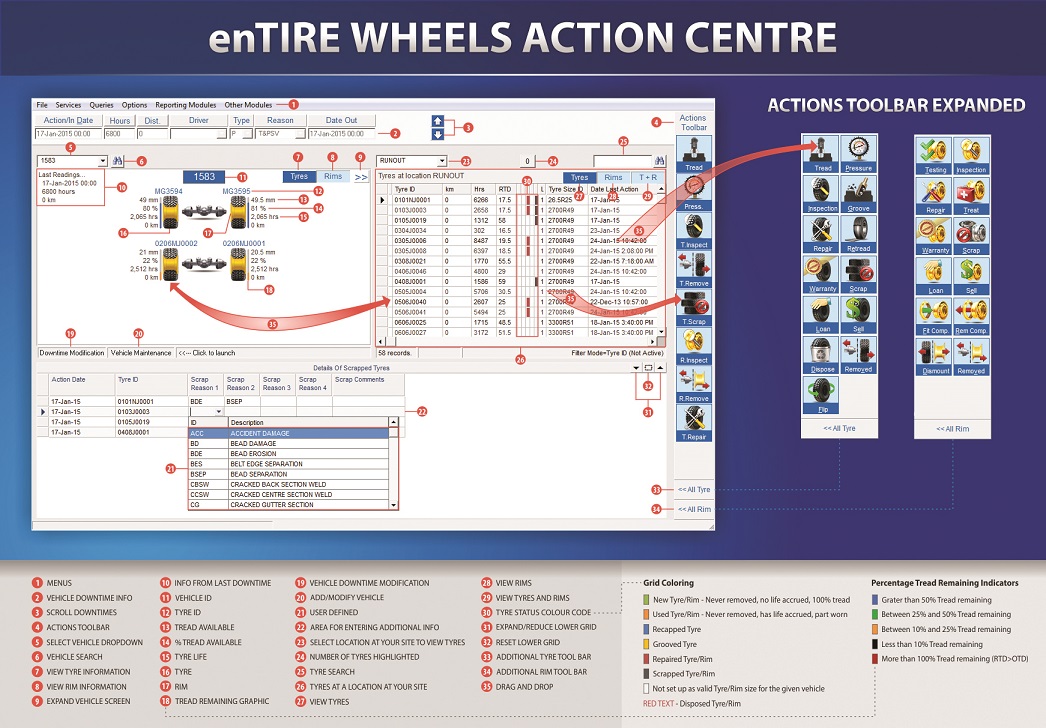
VMC’s technological evolution, from humble beginnings as a basic DOS program to advanced, cloud-based solutions, reflects the broader digitisation revolution in factory operations that began in the early 1990s. The firm’s flagship enTIRE software began as a Windows product with what Fernie recounts with clear pride as a ‘pioneering drag-and-drop interface’ in the early 1990s – a cutting-edge user experience design that was decades ahead of its time.
The platform has progressed steadily through several generations of technology, transitioning from Microsoft Access databases to high-performance SQL Server implementations, which have significantly improved performance and scalability. It introduced full multi-site support features in 2001 and incrementally incorporated tyre pressure monitoring systems (TPMS) from seven sensor vendors starting in 2007. The software industry award was presented in 2005, when the system was named the Financial Review Australian Information Industry Association’s ‘Best Industrial Software Application’.
Recent development efforts focus heavily on artificial intelligence integration for enhanced analytics capabilities and predictive maintenance functionalities. “We’re actively using AI to streamline development and support,” Fernie said, outlining the company’s forward-looking technology strategy. “We expect AI will significantly enhance predictive analytics, client dashboards and user interfaces, improving how data is interpreted and acted upon.”
The integration of multiple TPMS systems represents a particular competitive advantage. “enTIRE PressureNet is sensor brand-agnostic and integrates with multiple sensor types, unlike many manufacturer-locked systems,” Fernie explained. “Our independence allows clients to choose or switch sensor brands without losing backend compatibility.”
FIGHTING FRAUD IN HIGH-STAKES OPERATIONS
In addition to optimising operations and pre-emptive maintenance, enTIRE is an advanced fraud detection and prevention solution in settings where a single tyre costs more than high-end cars. The software’s detailed tracking identifies many forms of theft, tampering and misbehaviour that afflict the high-end tyre market throughout global mining operations.
“Tyre fitters may scrap a near-new tyre (if not tracked) and then this tyre would be picked up from the scrap location and resold,” Fernie explained, detailing one common fraud scheme. “In mining, each tyre can be worth up to USD 50,000. This potential additional income is very significant in developing countries.” The financial incentives for such fraud are substantial, making comprehensive tracking systems essential for asset protection.
Beyond simple theft, the system prevents more sophisticated data manipulation during high-stakes contract negotiations. “If a tyre supply contract is worth USD 100 million, there can be significant pressure placed on operators of any tyre management system to ‘modify’ tyre performance in a supplier’s favour,” Fernie said, highlighting the system’s role in maintaining data integrity. “enTIRE has very strong internal systems to prevent internal tampering.”
Other fraud prevention features involve detecting unauthorised tyre replacement in off-site fleet operations, where drivers may sell new tyres and substitute them with less expensive ones, and preventing early scrapping of tyres that can otherwise be retreaded or reallocated for a longer service life.
ORGANIC GROWTH STRATEGY AND MARKET POSITION
VMC has achieved its market-leading position without relying on venture capital investment or large corporate sponsorship; instead, it has relied on diligent organic growth fuelled by strong customer relationships, word-of-mouth referrals and relentless reinvestment in product development. The firm purposefully reinvested earnings in automation technologies and enhanced software capabilities, rather than engaging in fervent hiring or costly promotional campaigns, while maintaining lean operations and establishing increasingly refined development capabilities.
“When large manufacturers’ systems failed with over-engineered projects, clients often came to us for reliable replacements,” Fernie said, describing a pattern that has accelerated during recent supply chain disruptions when tyre shortages made lifecycle extension critical for maintaining operational continuity.
The company’s fundamental growth strategy centres on systematic data accumulation and market share expansion. “Our strategy, early on, has always been to increase market share as we realised that the more tyre performance data our systems controlled, the more valuable we would become,” Fernie explained, articulating a network effect strategy that becomes more powerful with scale.
This field-tested software, combined with deep industry connections and vast databases, now creates major entry barriers that would require competitors years and millions to overcome.
DIVERSE APPLICATIONS AND INDUSTRY DIFFERENCES
VMC software supports significantly disparate operating models in mining and transport industries, each with dissimilar tracking demands and cost-justification criteria. Mining applications typically involve high-cost, low-volume tyres that are closely monitored by operating hours. In contrast, transport fleets manage high-volume, lower-cost tyres, which are tracked by kilometres and frequently shared across interchanging trailers pulled by various prime movers.
“Mining justifies the cost of extensive data entry based on the large cost savings, while the transport industry is more careful regarding tracking cost,” Fernie explained, highlighting how economic incentives drive different implementation approaches across industries.
Its flexibility in covering these differing operational needs while ensuring consistent data quality and analytical functionality across both industries is possible with the software.
GLOBAL EXPANSION AND CULTURAL ADAPTATION
VMC continues to expand its global presence, with a specific emphasis on high-growth regions such as Africa, Indonesia, India, Eastern Europe and Latin America, where a large demand for advanced asset management solutions arises from growing mining activities and infrastructure projects.
The firm has local teams offering multilingual support capabilities. However, cultural adjustment remains a continuing challenge in emerging markets as they transition from legacy manual systems to online platforms.
“We adapt training and user interfaces to local literacy and workflow styles,” Fernie said. “Regional teams help bridge gaps in communication, training and change management, ensuring smoother adoption.”
Main entry barriers in emerging markets include the absence of sound local technical support, the scarcity of internet infrastructure in geographically remote mining sites, the reluctance to change due to entrenched manual systems and administrative hurdles involving payment reliability and bureaucratic delays.
FUTURE TECHNOLOGY AND INDUSTRY TRENDS
Future software updates mirror industry-wide trends towards greater automation and the integration of artificial intelligence. On the horizon are planned improvements, including richer analytical dashboards, enhanced cloud analytics capabilities, mobile inspection tools with integrated image capture capabilities and AI-driven notification systems for predictive maintenance notifications.
As autonomous and electric cars increasingly penetrate mining fleets, VMC’s strategic emphasis on tyre and rim information, rather than vehicle powertrains, places the company well-positioned to meet emerging transportation technologies without necessitating drastic system architecture adjustments.

“enTIRE tracks data independently of vehicle type, so electric vehicles are managed the same as diesel fleets,” Fernie explained. “Our focus is on tyre and rim data accuracy – not the powertrain.”
INDUSTRY CHALLENGES AND MARKET OUTLOOK
The tyre management industry faces ongoing challenges related to data accuracy and actionable insights. “The industry’s main challenge is accurate and actionable data,” Fernie observed. “Successful tyre management operations start with accurate data collection, management and transparent reporting.”
Supply chain disruptions have strengthened demand for VMC’s services as tyre shortages heighten the importance of lifecycle extension and predictive maintenance. “Our strongest growth has been when there have been tyre shortages and clients want to extend their current tyre life as much as possible,” Fernie noted.
For Fernie, who brings over 30 years of experience in tyre management software development to the industry, VMC’s continued success validates the strategic decision to remain independent in an increasingly consolidated market. “Just ‘being there’ and remaining independent will always attract customers from non-independent tyre management systems over time,” he said, expressing confidence in the company’s long-term competitive position.
In an industry where margins of operation are crucial and safety must not be compromised, VMC has established a highly profitable niche by addressing complex problems that most individuals never even consider – until a USD 50,000 tyre blows on a distant mining operation thousands of miles from the nearest replacement. For mining operators globally with billions of dollars in mobile equipment, that specialised expertise and uncompromising independence have been worth their weight in gold.
Epson Unveils Expanded Robotics Portfolio At Automation Expo Mumbai 2026
- By TT News
- July 23, 2026

Epson, a global leader in SCARA robot manufacturing, has unveiled its next-generation industrial robotics portfolio at Automation Expo Mumbai 2026. The newly introduced lineup features the high-end CX-A Series 6-axis robots, the LS-C Series SCARA robots, the RC+ 8.0 programming software and the advanced SafeSense safety technology, all designed to address diverse manufacturing applications such as pick-and-place, precision assembly, parts transfer and material handling.
The new offerings significantly expand Epson’s existing industrial robotics family, which already includes the 6-axis C-Series and SCARA T-Series and LS-Series models with payloads ranging from 3 to 20 kilogrammes. With the addition of the CX-A and LS-C Series, manufacturers across various sectors can achieve heightened productivity, flexibility and operational efficiency. The CX-A Series is engineered for complex tasks with a payload capacity of up to seven kilogrammes and a reach of 900 millimetres, available in IP67, cleanroom and ESD variants, while the LS-C Series provides a compact SCARA platform with a 50-kilogramme payload, a 1,000-millimetre reach and cycle times as fast as 0.298 seconds.
Complementing the hardware, the RC+ 8.0 software offers an integrated environment for programming, simulation and system management, facilitating faster automation deployment with support for Visual Studio and C++ development. Additional efficiency features include enhanced diagnostics, OPC UA, GUI builder and safety functions, alongside co-creation tools like Library Builder and RC+ Extension. Meanwhile, the SafeSense technology promotes safer human-robot collaboration by incorporating Safety Limited Speed and Safety Limited Position functions, which can potentially reduce the need for extensive safety fencing and thereby increase operational flexibility.
With over four decades of industrial robotics expertise and more than 200,000 robotic arms deployed globally, Epson continues to drive operational excellence for businesses. Attendees at Automation Expo Mumbai 2026 have the opportunity to view live demonstrations of these solutions and consult with Epson specialists about transforming their manufacturing operations.
Siva Kumar, Sr General Manager – Sales and Marketing, Epson India, said, "India is rapidly emerging as a global manufacturing hub, and automation will play a pivotal role in shaping its future. With our new industrial robot lineup and RC+ 8.0 platform, Epson is delivering the speed, precision and intelligence manufacturers need to compete in an increasingly dynamic marketplace. We remain committed to enabling businesses to accelerate automation adoption and build smarter, more agile and globally competitive manufacturing operations."
- Fraunhofer Institute For Structural Durability And System Reliability LBF
- Fraunhofer ICT
- Fraunhofer IGD
- Fraunhofer IWM
- TERIS
Fraunhofer Consortium Advances Standardised Tyre Abrasion Testing With TERIS Milestone
- By TT News
- July 21, 2026

A consortium of Fraunhofer institutes has reached a key milestone in the Technology Platform for Tire Abrasion and the Identification of its Emissions in Road Traffic (TERIS) project, moving closer to establishing standardised laboratory methods for generating, analysing and predicting tyre wear.
The project, led by the Fraunhofer Institute for Structural Durability and System Reliability LBF, together with Fraunhofer ICT, Fraunhofer IGD and Fraunhofer IWM, aims to provide the tyre industry, testing organisations and environmental agencies with reliable and practical laboratory procedures for assessing tyre abrasion emissions.
The first project milestone has been completed following a successful review by an advisory board comprising industry experts.
The consortium has developed reference methods for tyre abrasion, particle analysis, tribological modelling, artificial intelligence-based surface analysis, a laboratory test bench concept, accelerated ageing techniques and volatile organic compound (VOC) detection.
According to the consortium, combining different particle collection and measurement techniques enables more precise analysis of both airborne and deposited tyre wear particles. At the same time, tribological models have been developed to better understand the relationship between loading conditions, material properties, surface structures and particle formation, allowing real-world tyre wear processes to be replicated under laboratory conditions.
Researchers have also developed a specialised test chamber for accelerated ageing, enabling tyre samples to be exposed to controlled environmental conditions before evaluating their abrasion behaviour.
Another development is an optical detection system that uses artificial intelligence to identify and classify surface structures. The system has been validated using substitute materials and is expected to be applied to rubber samples during the next phase of the project.
The consortium has also designed a laboratory test bench that combines multiaxial loading, controlled generation of tyre wear particles, targeted particle collection and integrated optical sensors within a single testing platform.
In addition, the project combines accelerated weathering with chemical analysis of volatile organic compounds released from tyre abrasion to assess the environmental impact of tyre wear particles.
The researchers said the work will provide the foundation for faster and more practical laboratory evaluation of new rubber compounds. The resulting methods are intended to help tyre manufacturers reduce emissions, accelerate product development and support compliance with the requirements of the Euro 7 standard.
At Fraunhofer IWM, researchers focused on refining tribological wear models and friction surface concepts to simulate particle formation under controlled laboratory conditions. The institute designed a parameterisable wear test that studies friction between plate materials and model surfaces with different structures, enabling researchers to investigate the mechanisms responsible for particle generation.
Initial findings indicate that tyre wear results from multiple interacting mechanisms rather than a simple relationship between particle emissions and factors such as speed, contact force or temperature. The researchers collected and analysed particles across a wide range of sizes during the study.
ZF Group India Wins Contracts For Battery, Tyre and E-Axle Testing
- By TT News
- June 30, 2026
ZF has secured a significant milestone in the Indian automotive sector, receiving three major orders for its advanced test systems. The contracts, which encompass battery, tyre and e-axle testing, position the global driveline and chassis technology leader at the forefront of the nation’s drive to enhance road safety and establish more robust vehicle certification processes. This development aligns with India’s accelerating regulatory efforts to ensure that vehicle testing becomes more independent, rigorous and comprehensive, marking a critical step forward for the industry.
A key aspect of ZF's strategy involves a strong commitment to local manufacturing, with the company emphasising high levels of domestic content for its test systems in support of the ‘Make in India’ initiative. The firm’s extensive background in the field is underscored by its experience in testing over 100 million transmissions, a testament to the proven global reliability of its technology. This foundation of expertise is now being applied to address the specific safety and performance demands emerging in the Indian market.
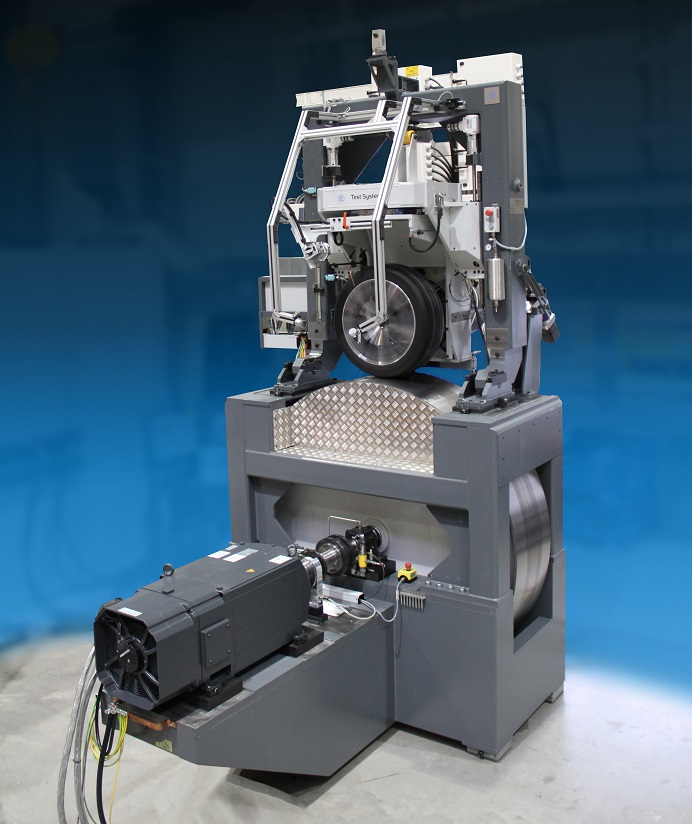
With the rapid adoption of electric vehicles, battery safety has become a paramount concern, and ZF’s solutions cover the complete spectrum from individual cells to complete packs. These systems evaluate performance, endurance and environmental factors, including rigorous mechanical abuse testing, while adhering to a wide array of international and Indian standards. Furthermore, the company’s tyre testing capabilities are poised to play a crucial role as India prepares to enforce new mandatory regulations, including the BNVSAP and the AIS 142 TPMS Mandate. The ZF Tyre Efficiency Tester (TET.lab), recognised for its precision, offers a modular platform capable of testing everything from motorcycles to heavy commercial vehicles.
The company’s e-mobility test benches feature a high-performance drive module with a flexible, modular architecture designed to accommodate both conventional and electric drivetrains. These systems can be configured for various operations, integrating frequency converters and precision measurement technology for comprehensive testing. ZF’s deep expertise, already deployed by manufacturers and testing authorities worldwide, positions it as a key technology partner for India. As regulatory requirements tighten and the demand for quality escalates, the company is set to support the nation's ambition of building a safe and sustainable automotive ecosystem.
Akash Passey, President, ZF Group India, said, “Testing agencies are the final arbiters of vehicle safety, the bodies whose certification regulators and the public trust. Being chosen across three independent and Government agencies, for three distinct testing disciplines, is a powerful validation of ZF's accuracy, reliability and deep understanding of India's regulatory and testing landscape. ZF Group is proud to provide the technical foundation that makes world-class automotive safety infrastructure possible in India, not just for our OEM customers but also for Government and independent testing agencies.”
Thomas Trebitsch, Vice President, ZF Test Systems and Testing, said, “Over the past years, we have been focusing on the tyre industry in India and introducing our complete product portfolio to India. As the market develops rapidly towards regulations and safety, there is a strong need for robust and world-class testing technology. ZF brings its global competence and a deep understanding of the Indian auto industry to address its specific needs.”
Cleanmax Bets On Hybrid Renewables As Tyre Makers Accelerate Decarbonisation
- By Sharad Matade
- June 09, 2026

As India’s industrial sector accelerates its shift towards cleaner energy, tyre manufacturers are emerging as a critical test case for integrating renewable power into continuous, high-load operations. In this conversation, Kuldeep Jain, Founder and Managing Director of CleanMax, outlines how demand from companies such as CEAT and Michelin is reshaping renewable procurement – from conventional solar contracts to hybrid, round-the-clock solutions – while positioning clean energy as both an operational necessity and a strategic lever for decarbonisation.
Industrial decarbonisation in India is entering a more operational phase, where renewable electricity is no longer a peripheral lever but an embedded component of manufacturing strategy. For CleanMax, this shift is most visible in energy-intensive sectors such as tyre manufacturing, where continuous processes, global supply-chain pressures and ESG commitments are converging to reshape how power is procured and consumed.
Kuldeep Jain, Founder and Managing Director of CleanMax, describes a market moving beyond cost arbitrage towards structural integration of clean energy. Demand from tyre manufacturers – long characterised by high, stable electricity loads – is now influencing both project design and procurement models, pushing developers towards hybrid and round-the-clock renewable solutions.
Energy-intensive industries are increasingly prioritising renewable electricity to manage power costs and reduce operational emissions. Manufacturing sectors with continuous loads are particularly suited to long-term renewable procurement models such as group captive and open-access PPAs, which provide cost stability while supporting decarbonisation goals,” Jain says.
That demand is already translating into project pipelines. CleanMax’s collaboration with CEAT involves developing 59 MW of hybrid wind-solar capacity to supply renewable power to its Halol and Kanchipuram plants. Similarly, its engagement with Michelin includes an open-access solar power purchase agreement supporting operations at the company’s Chennai facility.
“These projects illustrate how large industrial consumers are integrating renewables into their long-term energy strategy. For instance, globally, the International Energy Agency has already noted that industrial electrification and renewable procurement will drive the next phase of the energy transition. Tyres are firmly in that wave,” Jain notes.
FROM INTERMITTENT SUPPLY TO ENGINEERED RELIABILITY
Tyre manufacturing presents a distinctive challenge for renewable integration. Plants operate continuous processes – mixing, curing and vulcanisation – that require stable baseload electricity and thermal energy. Traditional solar PPAs, while cost-effective, are inherently intermittent, limiting their suitability for such operations.
The industry is therefore evolving towards hybrid models that combine multiple renewable sources. “Hybrid projects are gaining traction because they smooth generation across the day, improving plant load factors,” Jain says. According to the International Renewable Energy Agency, such hybrid systems are among the fastest-scaling formats for industrial decarbonisation.
“As a result, the industry is moving beyond single-source solar PPAs towards wind-solar hybrid projects and open-access group captive models that provide higher plant load factors and more balanced generation profiles across the day. Wind-solar hybrid is increasingly seen as the most practical and efficient pathway to scale renewable penetration in continuous manufacturing environments,” Jain explains.
This shift reflects a broader reframing of renewables – not as intermittent substitutes for fossil fuel power but as engineered systems tailored to industrial demand curves. The emphasis is on aligning generation profiles with consumption patterns, rather than expecting operations to adapt to variable supply.
SECTOR-SPECIFIC DECARBONISATION PATHWAYS
Not all heavy industries decarbonise along the same trajectory. Jain draws a clear distinction between tyre manufacturing and sectors such as cement or steel, where process emissions form a significant share of the carbon footprint.
 “If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
“If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
However, the challenge lies in reliability. “These are continuous operations. They don’t switch off when the sun sets or the wind drops. That’s why hybrid becomes important, as a way of shaping energy to demand,” Jain adds.
“In case of cement or steel, a significant portion of emissions comes from how the product itself is made. So the shift we’re seeing is subtle but important. It’s about redesigning the energy profile itself so that clean energy isn’t intermittent in theory but dependable in practice,” he continues.
The implication is that electrification-driven sectors such as tyre manufacturing can achieve faster decarbonisation gains through renewable procurement, provided supply reliability is addressed through hybridisation and system design.
ESG, PRODUCT STRATEGY AND COMPETITIVE POSITIONING
Renewable energy is also assuming a more strategic role within tyre companies’ ESG frameworks. What began as a cost-management exercise is increasingly tied to product innovation, sustainability reporting and global competitiveness.
“The conversation around renewable energy in the tyre industry has clearly evolved beyond cost optimisation. Many manufacturers are increasingly integrating renewable power into their broader ESG strategies and supply-chain decarbonisation commitments, particularly as global automotive OEMs push for lower-carbon sourcing across the value chain,” Jain says.
This transition is evident at the product level. CEAT’s launch of its SecuraDrive CIRCL tyre – produced with up to 90 percent sustainable materials – signals how manufacturers are aligning product design with sustainability objectives.
“Renewable electricity procurement helps reduce Scope 2 emissions and supports the development of lower-carbon products, which is becoming an important factor in both sustainability reporting and global competitiveness. As a result, renewable energy is now seen not only as a cost-management tool but also as a strategic lever for product decarbonisation and ESG positioning,” Jain explains.
TECHNOLOGY MIX AND OPERATIONAL ALIGNMENT
From a systems perspective, no single technology provides a complete solution. CleanMax advocates a portfolio approach that combines generation assets with digital tools and flexible contracting structures.
“A portfolio approach works best. For manufacturing operations with steady electricity demand, hybrid renewable systems combining solar and wind have proven effective, as the complementary generation profiles improve overall availability and plant load factors,” Jain says.
Digital energy management platforms play a supporting role by optimising dispatch and aligning supply with consumption patterns. Flexible procurement structures, including open-access and group captive models, further enhance adaptability across sites and regulatory regimes.
“In practice, hybrid setups combining solar and wind have proven effective because they smooth generation across the day and improve overall availability. That’s what makes renewable power usable at scale,” Jain adds.
The CEAT and Michelin projects exemplify this approach, integrating multiple procurement pathways – onsite solar, offsite generation and open-access PPAs – to increase renewable penetration without compromising operational stability.
POLICY VARIABILITY AND MULTI-LOCATION STRATEGIES
India’s regulatory landscape remains heterogeneous, with state-level policies shaping the feasibility and economics of renewable procurement. For tyre manufacturers operating across multiple locations, this creates both complexity and opportunity.
“Overall, the ecosystem is steadily evolving to support higher renewable penetration practically. Open-access mechanisms are becoming more aligned with industrial needs. Renewable procurement is naturally becoming more location-specific,” Jain says.
Different state frameworks enable companies to tailor their energy mix – combining onsite solar with offsite wind or solar depending on regional resource availability and regulatory incentives.
“In practice, this leads to more balanced and resilient energy portfolios. This is also where developers with experience across markets can add value by structuring solutions that are aligned to each site’s load profile, regulatory context and long-term cost objectives, rather than taking a one-size-fits-all approach,” Jain explains.
GLOBAL SUPPLY CHAINS AND RISING EXPECTATIONS
Pressure from global automotive OEMs is accelerating the adoption of renewable energy in India’s tyre sector. As manufacturers integrate more deeply into international supply chains, emissions performance is becoming a criterion for sourcing decisions.
“As tyre manufacturers become more integrated with global OEM supply chains, expectations around emissions are becoming more defined. Renewable electricity is one of the more immediate ways to address this, especially for Scope 2 emissions,” Jain says.
“What we’re seeing is more about alignment – companies are adapting their energy mix to stay relevant in global markets, where sustainability is increasingly part of how sourcing decisions are made,” Jain says.
This dynamic is likely to intensify as OEMs tighten decarbonisation targets and extend accountability across their value chains, reinforcing the role of renewable energy in industrial competitiveness.
THE NEXT FRONTIER: TRACEABILITY AND CARBON MARKETS
As companies move towards net-zero targets, the focus is broadening beyond direct emissions to include value-chain impacts and verification mechanisms.
“Instruments such as renewable energy certificates and carbon markets help companies transparently account for the renewable electricity they procure. At the same time, there is growing focus on Scope 3 reporting as manufacturers work to address emissions across their broader value chains and align with global supply-chain decarbonisation expectations,” Jain says.
Traceability – ensuring that renewable energy claims are verifiable and auditable – is expected to become increasingly important, particularly for export-oriented manufacturers facing stringent disclosure requirements.
A DECADE OUTLOOK: ACHIEVABLE, BUT CONDITIONAL
Looking ahead, Jain is cautiously optimistic about the pace of renewable adoption in India’s tyre manufacturing sector. The fundamentals – declining costs, expanding capacity and supportive policy evolution – are largely in place.
“Over the next decade, higher renewable penetration in tyre manufacturing is well within reach, especially as clean power availability continues to expand. For electricity-led operations, increasing the share of renewable energy is already a practical pathway, not a distant target,” he says.
However, execution will hinge on system-level factors. “What will make the difference is how reliably this power can be integrated at scale – through consistent open-access frameworks, stronger grid alignment, and wider use of hybrid solutions that better match continuous industrial demand,” Jain says.
The trajectory is clear: renewable energy in tyre manufacturing is transitioning from opportunistic adoption to structural integration. For developers such as CleanMax, the challenge – and opportunity – lies in engineering solutions that convert intermittent resources into dependable industrial infrastructure.



Comments (0)
ADD COMMENT