


Designed with standard tyre construction, self-sealing tyres have a great feature on the tyre durability having designed inner lining of the tyre—an extra lining of sticky gel-like polymer sealant , that helps in sealing tyre leaks. Such tyres are already in the market; Continental and Michelin are the major manufacturers worldwide for self-sealing tyres.

Continental developed and designed to seal a damaged tyre tread. In case of penetration by foreign objects such as nails, for example (Fig.1), there is no need for immediate roadside tyre changes, and holes remain sealed even if the puncturing object becomes dislodged. Self-sealing tyre gel is a sticky, viscous sealant layer. They are designed to fix most tread-area punctures instantly and permanently and are not necessarily required to get to be repaired.

In such tyre, Self-sealing gel is poured inside a tyre and remains in contact with tyre inner-liner (Fig.2) and is a type of an extra lining of sticky gel-like polymer sealant, a patented liquid, injected through tyre valve under pressure. A liquid contains patented polymer and fibre. During Puncture, when air rushes through, it also carries the gel liquid and solidifies there, causing air sealing. A tyre sealant is a complete puncture preventative, tyre repair and maintenance solution. It is a liquid and gel base substance, with the primary composition being either glycerine or latex and they are specially formulated with advanced Kevlar fibres, rubber particles and cooling agents, the solution permanently seals punctures and protects the tyre.
While the number of cars with run-flat tyres continues to grow slow, and the promise of airless tyres is on the horizon, it seems that long forgotten self-sealing tyres are finally reaching practicality. According to a recent article in the Detroit Free Press, Michelin tyres with their Selfseal technology will be available on the 2020 Ford Explorer. They are already fitted to the Chevrolet Bolt EV. Michelin's Selfseal technology uses a coating inside the tyre that can almost instantly fill in a nail or bolt hole up to a quarter of an inch in diameter (Fig.3).

Both run-flats and self-sealers are all about the tread. A cut in the sidewall will compromise a self-supporting run-flat tyre’s ability to hold up the vehicle. Self-sealing tyres do not have a sealant layer in the sidewall, and they can only handle punctures up to a certain size in the tread. Self-sealing tyres contain an inner layer of sealant material along the tread. If a nail or other foreign object punctures the tyre, the sealant layer closes the hole to prevent the air from escaping, and the tyre stays inflated and the self-sealing tyre will be having a typical symbol code on the tyre sidewall (Fig.4) to identify this class of tyres.
Self-sealing tyres are designed to fix most tread-area punctures instantly and permanently. These tyres feature standard tyre construction with the exception of an extra lining inside the tyre under the tread area that might be coated with a puncture sealant that can permanently seal most punctures from nails, bolts or screws up to 3/16 of an inch in diameter.

Since these tyres are designed to seal the tyre immediately upon being punctured, most drivers will never even know that they just had a puncture. Also, because these tyres feature standard tyre constructions, self-sealing tyres may not require a low air pressure warning system (TPMS).
In such tyres, the puncture holes remain sealed with sticky gel even if the puncturing object becomes dislodged. Self-sealing tyre gel is a sticky, viscous sealant layer. They are designed to fix most tread-area punctures instantly and permanently. Self Sealing gel inside a tyre and in contact with tyre inner-liner is an extra lining of sticky gel-like polymer sealant, a patented liquid, injected through tyre valve under pressure. A liquid contains patented polymer and fibre. During Puncture, when air rushes through, it also carries liquid and solidifies there, causing air sealing.
A tyre sealant is a complete puncture preventative, tyre repair and maintenance solution. It is a liquid and gel base substance, with the primary composition being either glycerin or latex. Specially formulated with advanced Kevlar fibers, rubber particles and cooling agents, the solution permanently seals punctures and protects the tyre. Tyre sealants have been adapted for every tyre usage, from bicycles, motorbikes, cars and agriculture to the most extraneous mining and military conditions.
These tyres have been reported to continue to operate years without getting the tread repaired. A few major tyre companies in the self-sealing tyre market are among ; ContiSeal by Continental AG, DuraSeal by Goodyear Tyre & Rubber Co., Sealguard by Hankook Tyre Co. Ltd., and Seal Inside by Pirelli Tyre LLC ,NailGard by Uniroyal Goodrich Tyre Co. A few highlights of self-sealing tyres are:
- The sealant is just a layer inside a conventional tyre, and the ride is not affected.
- While a tyre pressure monitoring system is useful, self-sealing tyres can be used on vehicles that are not equipped with TPMS.
- They do not require a specialized rim, or special equipment to mount them.
- You can mix them with conventional tyres on a vehicle.
- There are not many downsides to self-sealing tyres. There is a limit to the size of nail or screw puncture that the tyre can handle, usually about 5mm in diameter, and ideally near the middle of the tread.
- The sealant layer is not for deep cuts across the tread, or cuts or punctures in the sidewall.
- While the tyre can close the puncture wound and prevent air loss, the tyre should still be examined and repaired if necessary.
- The technology still is not that common among many tyre companies.
- They are generally more expensive than a regular tyre.
ZF Group India Wins Contracts For Battery, Tyre and E-Axle Testing
- By TT News
- June 30, 2026
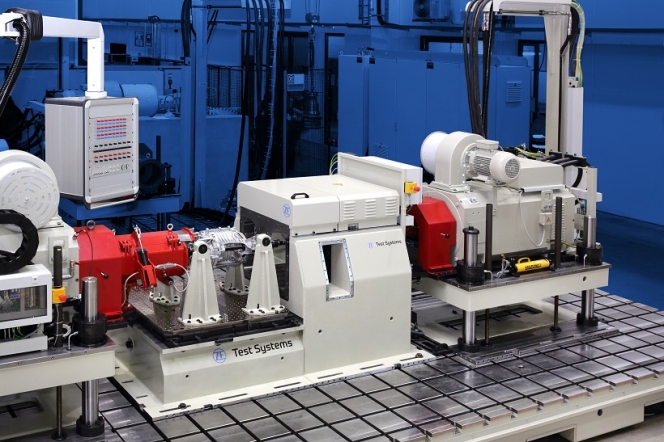
ZF has secured a significant milestone in the Indian automotive sector, receiving three major orders for its advanced test systems. The contracts, which encompass battery, tyre and e-axle testing, position the global driveline and chassis technology leader at the forefront of the nation’s drive to enhance road safety and establish more robust vehicle certification processes. This development aligns with India’s accelerating regulatory efforts to ensure that vehicle testing becomes more independent, rigorous and comprehensive, marking a critical step forward for the industry.
A key aspect of ZF's strategy involves a strong commitment to local manufacturing, with the company emphasising high levels of domestic content for its test systems in support of the ‘Make in India’ initiative. The firm’s extensive background in the field is underscored by its experience in testing over 100 million transmissions, a testament to the proven global reliability of its technology. This foundation of expertise is now being applied to address the specific safety and performance demands emerging in the Indian market.
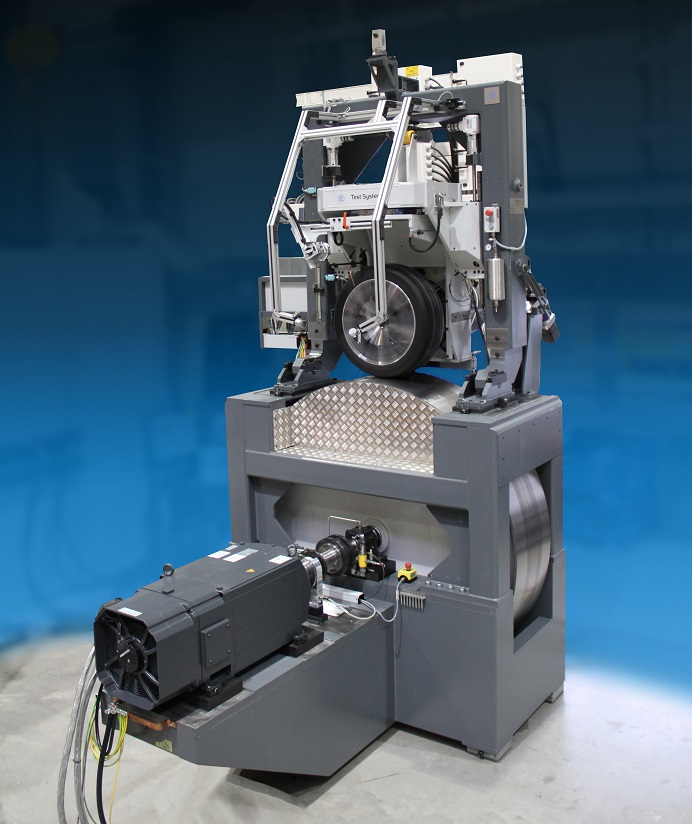
With the rapid adoption of electric vehicles, battery safety has become a paramount concern, and ZF’s solutions cover the complete spectrum from individual cells to complete packs. These systems evaluate performance, endurance and environmental factors, including rigorous mechanical abuse testing, while adhering to a wide array of international and Indian standards. Furthermore, the company’s tyre testing capabilities are poised to play a crucial role as India prepares to enforce new mandatory regulations, including the BNVSAP and the AIS 142 TPMS Mandate. The ZF Tyre Efficiency Tester (TET.lab), recognised for its precision, offers a modular platform capable of testing everything from motorcycles to heavy commercial vehicles.
The company’s e-mobility test benches feature a high-performance drive module with a flexible, modular architecture designed to accommodate both conventional and electric drivetrains. These systems can be configured for various operations, integrating frequency converters and precision measurement technology for comprehensive testing. ZF’s deep expertise, already deployed by manufacturers and testing authorities worldwide, positions it as a key technology partner for India. As regulatory requirements tighten and the demand for quality escalates, the company is set to support the nation's ambition of building a safe and sustainable automotive ecosystem.
Akash Passey, President, ZF Group India, said, “Testing agencies are the final arbiters of vehicle safety, the bodies whose certification regulators and the public trust. Being chosen across three independent and Government agencies, for three distinct testing disciplines, is a powerful validation of ZF's accuracy, reliability and deep understanding of India's regulatory and testing landscape. ZF Group is proud to provide the technical foundation that makes world-class automotive safety infrastructure possible in India, not just for our OEM customers but also for Government and independent testing agencies.”
Thomas Trebitsch, Vice President, ZF Test Systems and Testing, said, “Over the past years, we have been focusing on the tyre industry in India and introducing our complete product portfolio to India. As the market develops rapidly towards regulations and safety, there is a strong need for robust and world-class testing technology. ZF brings its global competence and a deep understanding of the Indian auto industry to address its specific needs.”
Cleanmax Bets On Hybrid Renewables As Tyre Makers Accelerate Decarbonisation
- By Sharad Matade
- June 09, 2026

As India’s industrial sector accelerates its shift towards cleaner energy, tyre manufacturers are emerging as a critical test case for integrating renewable power into continuous, high-load operations. In this conversation, Kuldeep Jain, Founder and Managing Director of CleanMax, outlines how demand from companies such as CEAT and Michelin is reshaping renewable procurement – from conventional solar contracts to hybrid, round-the-clock solutions – while positioning clean energy as both an operational necessity and a strategic lever for decarbonisation.
Industrial decarbonisation in India is entering a more operational phase, where renewable electricity is no longer a peripheral lever but an embedded component of manufacturing strategy. For CleanMax, this shift is most visible in energy-intensive sectors such as tyre manufacturing, where continuous processes, global supply-chain pressures and ESG commitments are converging to reshape how power is procured and consumed.
Kuldeep Jain, Founder and Managing Director of CleanMax, describes a market moving beyond cost arbitrage towards structural integration of clean energy. Demand from tyre manufacturers – long characterised by high, stable electricity loads – is now influencing both project design and procurement models, pushing developers towards hybrid and round-the-clock renewable solutions.
Energy-intensive industries are increasingly prioritising renewable electricity to manage power costs and reduce operational emissions. Manufacturing sectors with continuous loads are particularly suited to long-term renewable procurement models such as group captive and open-access PPAs, which provide cost stability while supporting decarbonisation goals,” Jain says.
That demand is already translating into project pipelines. CleanMax’s collaboration with CEAT involves developing 59 MW of hybrid wind-solar capacity to supply renewable power to its Halol and Kanchipuram plants. Similarly, its engagement with Michelin includes an open-access solar power purchase agreement supporting operations at the company’s Chennai facility.
“These projects illustrate how large industrial consumers are integrating renewables into their long-term energy strategy. For instance, globally, the International Energy Agency has already noted that industrial electrification and renewable procurement will drive the next phase of the energy transition. Tyres are firmly in that wave,” Jain notes.
FROM INTERMITTENT SUPPLY TO ENGINEERED RELIABILITY
Tyre manufacturing presents a distinctive challenge for renewable integration. Plants operate continuous processes – mixing, curing and vulcanisation – that require stable baseload electricity and thermal energy. Traditional solar PPAs, while cost-effective, are inherently intermittent, limiting their suitability for such operations.
The industry is therefore evolving towards hybrid models that combine multiple renewable sources. “Hybrid projects are gaining traction because they smooth generation across the day, improving plant load factors,” Jain says. According to the International Renewable Energy Agency, such hybrid systems are among the fastest-scaling formats for industrial decarbonisation.
“As a result, the industry is moving beyond single-source solar PPAs towards wind-solar hybrid projects and open-access group captive models that provide higher plant load factors and more balanced generation profiles across the day. Wind-solar hybrid is increasingly seen as the most practical and efficient pathway to scale renewable penetration in continuous manufacturing environments,” Jain explains.
This shift reflects a broader reframing of renewables – not as intermittent substitutes for fossil fuel power but as engineered systems tailored to industrial demand curves. The emphasis is on aligning generation profiles with consumption patterns, rather than expecting operations to adapt to variable supply.
SECTOR-SPECIFIC DECARBONISATION PATHWAYS
Not all heavy industries decarbonise along the same trajectory. Jain draws a clear distinction between tyre manufacturing and sectors such as cement or steel, where process emissions form a significant share of the carbon footprint.
 “If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
“If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
However, the challenge lies in reliability. “These are continuous operations. They don’t switch off when the sun sets or the wind drops. That’s why hybrid becomes important, as a way of shaping energy to demand,” Jain adds.
“In case of cement or steel, a significant portion of emissions comes from how the product itself is made. So the shift we’re seeing is subtle but important. It’s about redesigning the energy profile itself so that clean energy isn’t intermittent in theory but dependable in practice,” he continues.
The implication is that electrification-driven sectors such as tyre manufacturing can achieve faster decarbonisation gains through renewable procurement, provided supply reliability is addressed through hybridisation and system design.
ESG, PRODUCT STRATEGY AND COMPETITIVE POSITIONING
Renewable energy is also assuming a more strategic role within tyre companies’ ESG frameworks. What began as a cost-management exercise is increasingly tied to product innovation, sustainability reporting and global competitiveness.
“The conversation around renewable energy in the tyre industry has clearly evolved beyond cost optimisation. Many manufacturers are increasingly integrating renewable power into their broader ESG strategies and supply-chain decarbonisation commitments, particularly as global automotive OEMs push for lower-carbon sourcing across the value chain,” Jain says.
This transition is evident at the product level. CEAT’s launch of its SecuraDrive CIRCL tyre – produced with up to 90 percent sustainable materials – signals how manufacturers are aligning product design with sustainability objectives.
“Renewable electricity procurement helps reduce Scope 2 emissions and supports the development of lower-carbon products, which is becoming an important factor in both sustainability reporting and global competitiveness. As a result, renewable energy is now seen not only as a cost-management tool but also as a strategic lever for product decarbonisation and ESG positioning,” Jain explains.
TECHNOLOGY MIX AND OPERATIONAL ALIGNMENT
From a systems perspective, no single technology provides a complete solution. CleanMax advocates a portfolio approach that combines generation assets with digital tools and flexible contracting structures.
“A portfolio approach works best. For manufacturing operations with steady electricity demand, hybrid renewable systems combining solar and wind have proven effective, as the complementary generation profiles improve overall availability and plant load factors,” Jain says.
Digital energy management platforms play a supporting role by optimising dispatch and aligning supply with consumption patterns. Flexible procurement structures, including open-access and group captive models, further enhance adaptability across sites and regulatory regimes.
“In practice, hybrid setups combining solar and wind have proven effective because they smooth generation across the day and improve overall availability. That’s what makes renewable power usable at scale,” Jain adds.
The CEAT and Michelin projects exemplify this approach, integrating multiple procurement pathways – onsite solar, offsite generation and open-access PPAs – to increase renewable penetration without compromising operational stability.
POLICY VARIABILITY AND MULTI-LOCATION STRATEGIES
India’s regulatory landscape remains heterogeneous, with state-level policies shaping the feasibility and economics of renewable procurement. For tyre manufacturers operating across multiple locations, this creates both complexity and opportunity.
“Overall, the ecosystem is steadily evolving to support higher renewable penetration practically. Open-access mechanisms are becoming more aligned with industrial needs. Renewable procurement is naturally becoming more location-specific,” Jain says.
Different state frameworks enable companies to tailor their energy mix – combining onsite solar with offsite wind or solar depending on regional resource availability and regulatory incentives.
“In practice, this leads to more balanced and resilient energy portfolios. This is also where developers with experience across markets can add value by structuring solutions that are aligned to each site’s load profile, regulatory context and long-term cost objectives, rather than taking a one-size-fits-all approach,” Jain explains.
GLOBAL SUPPLY CHAINS AND RISING EXPECTATIONS
Pressure from global automotive OEMs is accelerating the adoption of renewable energy in India’s tyre sector. As manufacturers integrate more deeply into international supply chains, emissions performance is becoming a criterion for sourcing decisions.
“As tyre manufacturers become more integrated with global OEM supply chains, expectations around emissions are becoming more defined. Renewable electricity is one of the more immediate ways to address this, especially for Scope 2 emissions,” Jain says.
“What we’re seeing is more about alignment – companies are adapting their energy mix to stay relevant in global markets, where sustainability is increasingly part of how sourcing decisions are made,” Jain says.
This dynamic is likely to intensify as OEMs tighten decarbonisation targets and extend accountability across their value chains, reinforcing the role of renewable energy in industrial competitiveness.
THE NEXT FRONTIER: TRACEABILITY AND CARBON MARKETS
As companies move towards net-zero targets, the focus is broadening beyond direct emissions to include value-chain impacts and verification mechanisms.
“Instruments such as renewable energy certificates and carbon markets help companies transparently account for the renewable electricity they procure. At the same time, there is growing focus on Scope 3 reporting as manufacturers work to address emissions across their broader value chains and align with global supply-chain decarbonisation expectations,” Jain says.
Traceability – ensuring that renewable energy claims are verifiable and auditable – is expected to become increasingly important, particularly for export-oriented manufacturers facing stringent disclosure requirements.
A DECADE OUTLOOK: ACHIEVABLE, BUT CONDITIONAL
Looking ahead, Jain is cautiously optimistic about the pace of renewable adoption in India’s tyre manufacturing sector. The fundamentals – declining costs, expanding capacity and supportive policy evolution – are largely in place.
“Over the next decade, higher renewable penetration in tyre manufacturing is well within reach, especially as clean power availability continues to expand. For electricity-led operations, increasing the share of renewable energy is already a practical pathway, not a distant target,” he says.
However, execution will hinge on system-level factors. “What will make the difference is how reliably this power can be integrated at scale – through consistent open-access frameworks, stronger grid alignment, and wider use of hybrid solutions that better match continuous industrial demand,” Jain says.
The trajectory is clear: renewable energy in tyre manufacturing is transitioning from opportunistic adoption to structural integration. For developers such as CleanMax, the challenge – and opportunity – lies in engineering solutions that convert intermittent resources into dependable industrial infrastructure.
Wallace Instruments Launches WAS3 Pneumatic Cutting Press To Enhance Specimen Precision And Safety
- By TT News
- June 08, 2026
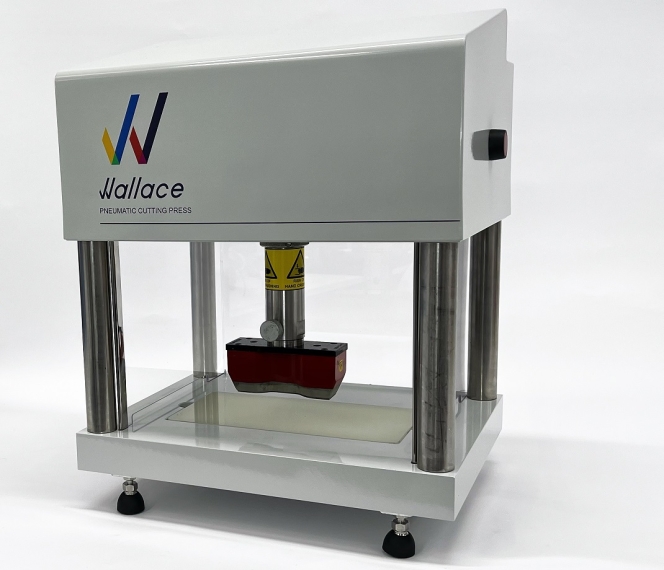
Wallace Instruments, a globally recognised leader in rubber testing equipment, has expanded its United Kingdom-manufactured specimen preparation lineup with the launch of the WAS3 Pneumatic Cutting Press. The new device joins the company’s range of rubber testing equipment.
Unlike manual cutting methods, pneumatic systems apply consistent force on every cycle, eliminating operator fatigue and variability. Poorly prepared specimens with uneven edges or internal stress can compromise test accuracy, while the pneumatic approach also reduces repetitive physical strain, supporting technician wellbeing during long production runs.
The WAS3 prioritises safe single-operator use through a two-button activation system requiring both buttons to be pressed within half a second, preventing any hand contact with the cutting area. Additional three-sided protective guards further enhance operational safety.
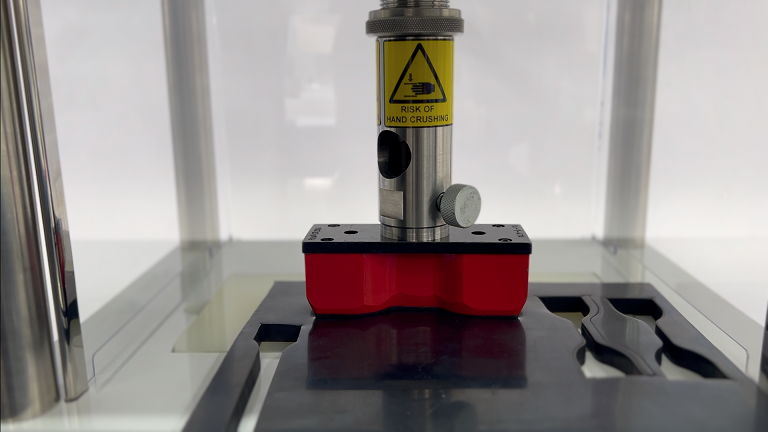
Delivering 15 kN of cutting force, the press easily cuts through 10-mm thick, 95 Shore A rubber sheet using five bar of filtered air pressure. It works with existing Wallace cutting dies, so laboratories can integrate the unit without replacing current tooling, and its compact footprint suits both lab and production environments.
Chris Norval, Managing Director, Wallace Instruments, said, "Specimen preparation is the foundation of accurate rubber testing. With the WAS3, we focused on practical safety, dependable cutting performance and drop-in compatibility. Labs get a compact pneumatic press that fits the air lines already in place, uses their current Wallace dies and delivers consistent results for every operator – because when specimen quality is controlled, you can have confidence in the results that follow."
- DUNLOP
- Sumitomo Rubber Industries
- Fujitsu Limited
- Tyre Analysis
- FUJITSU MONAKA
- Finite Element Method
DUNLOP And Fujitsu Slash Tyre Analysis Time By 90 Percent With New AI Surrogate Model
- By TT News
- June 04, 2026
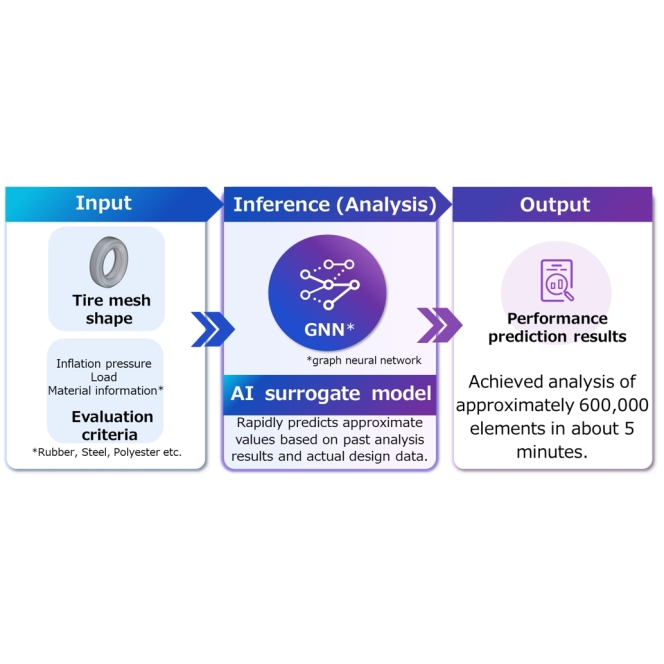
DUNLOP (company name: Sumitomo Rubber Industries, Ltd.) has teamed up with Fujitsu Limited to create an artificial intelligence (AI) surrogate model that predicts tyre performance rapidly and with high precision. The breakthrough was validated in a proof of concept tied to DUNLOP’s digital transformation strategy. When applied to tyre deformation upon road contact, the technology slashed analysis time by 90 percent, from 45 minutes to just 5 minutes while processing nearly 600,000 mesh elements.
Based on these results, both firms will build a design support tool, aiming for deployment at DUNLOP by April 2027. The system runs on FUJITSU MONAKA, a next-generation energy efficient Arm-based CPU.
Tyre design typically relies on finite element method (FEM) analysis, where finer mesh grids boost accuracy but increase calculation time and costs. To tackle this, the partners developed an AI surrogate model that solves FEM equations using past data. The model, based on the Graph Neural Network algorithm, predicted contact shape with 87.7 percent accuracy, enabling faster decisions and lower costs.
Select findings will be shared at the 31st Computational Engineering Conference starting 3 June 2026. By December 2026, both companies will test the model on a FUJITSU MONAKA prototype to refine speed and power use.
Under its long-term strategy R.I.S.E. 2035, DUNLOP seeks to provide new experiential value from rubber. Through this co creation, the tyre maker will enhance its analytical technologies and strengthen innovation. Fujitsu will promote this approach across large scale FEM analysis in automotive and other manufacturing sectors, contributing to carbon neutrality via an AI platform combining FUJITSU MONAKA and GNN.




Comments (0)
ADD COMMENT