

Cleaner Pyrolysis
- By Sharad Matade
- July 04, 2025

Paul Lloyd: “Farrel Pomini’s core business lies in supplying processing equipment for the plastics and petrochemical industries."
Pyrolysis has long been associated with pollution and inefficiency, particularly in developing markets where outdated methods dominate. However, technological advancements and a stronger push for circularity are transforming this perception. HF Group, through its subsidiary Farrel Pomini and WF Recycle-Tech, is at the forefront of this shift, introducing a continuous pyrolysis system that promises cleaner and more efficient tyre recycling. Unlike traditional batch processing, its technology ensures consistent output, better resource recovery and reduced emissions.
Pyrolysis has always been considered to be a dirty business. However, with the changes in technology and the increasing hunt for circularity across the tyre industry, businesses are attempting to redefine the age-old tyre recycling process and remove the malice associated with it.
Farrel Pomini is one such entity with the HF Group that is attempting to make pyrolysis cleaner. WF Recycle-Tech, established in 2013, started commercial operations in 2022 with selling its first pyrolysis unit in 2024, slated to be operational in 2026.
Speaking to Tyre Trends, President Paul Lloyd said, “Farrel Pomini’s core business lies in supplying processing equipment for the plastics and petrochemical industries. While its continuous mixer can be used for rubber applications, it is primarily designed for plastic masterbatches and compounds. The company operates across multiple divisions with its plastics compounding equipment focusing on niche applications for highly filled and temperature-sensitive materials. Although the plastics market is significantly larger than the rubber sector, Farrel Pomini targets specialised segments within it. Expanding its footprint in sustainability, the company has developed recycling systems for both plastics and rubber. The end-of-life tyre recycling solution was developed in collaboration with its group company, WF Recycle-Tech.”
Tyre pyrolysis has long been regarded as a polluting industry, particularly in developing countries where unregulated plants often operate at night to evade environmental scrutiny. In markets like India, many such facilities shut down due to non-compliance, reinforcing the industry’s reputation as a ‘dirty business’.
Lloyd further explained, “In Europe, the focus is shifting towards sustainability, driving innovation in pyrolysis technology. Traditional methods relied on large kilns, where tyres were burned with external heat over extended periods. The process was inefficient, labour-intensive and environmentally damaging, requiring extensive manual cleanup.
HF Group has taken a different approach, developing a continuous pyrolysis system that eliminates these challenges.”
Instead of batch processing, the system ensures a constant flow of material, allowing for the controlled capture of gases, liquids and solid outputs. The process begins with pre-grinding tyres into metal-free rubber crumb (6–20 mm), which is then fed into the machine via a hopper. Operating at a capacity of 1,500 kilogrammes per hour, the system requires only continuous material input while automatically managing output streams including recovered oil and gas.
Apropos to the pain points that the company wanted to address, he noted, “Over the past decade of developing this solution, several key learnings and priorities emerged. First and foremost, the goal was to create an efficient pyrolysis system that could consistently process tyre waste at an industrial scale. Second, the decision to develop a continuous rather than batch-based system was fundamental as continuous pyrolysis offers greater consistency, scalability and efficiency. Third, integrating a continuous mixer in the pre-processing stage became a major focus as it significantly improved the homogeneity and quality of the output materials. Finally, optimising the recovered output, particularly recovered carbon black, became the primary objective. Initially, the project was focused on tyre-derived oil (TDO), but as the market evolved, the emphasis shifted to producing the highest-quality rCB, aligning with upcoming ASTM standards and stringent industry requirements.”
By integrating advanced processing controls, the solution ensures cleaner, more efficient pyrolysis, positioning itself at the forefront of sustainable and cleaner tyre recycling.
THE OUTPUT
HF Group’s expertise in mixing technology creates a natural synergy between its traditional business and its expansion into tyre recycling. While the company is known for its tyre curing and rubber mixing solutions, it also has a plastics mixing division; this same mixing technology plays a crucial role in its pyrolysis process.
The recycling system starts with tyre crumb, which is fed into a high-shear Farrel Continuous Mixer originally designed for plastics processing. The mechanical shear heating raises the temperature of the material to 330 degrees Celsius. This ensures uniform heating before the material enters the pyrolysis chamber, where temperatures increase to between 520 degrees Celsius and 580 degrees Celsius. The continuous system eliminates inefficiencies seen in traditional batch pyrolysis, where prolonged heating cycles lead to higher energy consumption and inconsistent output.
Material recovery is a key advantage of the system. For every tonne of tyre crumb processed, approximately 50 percent is converted into pyrolysis oil, yielding 550–570 litres. Around 40 percent becomes recovered carbon black (rCB), a critical raw material that can replace virgin carbon black in industrial applications. The remaining 10 percent is gas, which can be used to power the system, further improving energy efficiency.
Beyond throughput, the system’s design significantly reduces overall energy demand. Mechanical shear heating minimises reliance on external thermal energy, while the continuous process prevents heat loss and optimises fuel efficiency.
Additionally, rCB from the pyrolysis process requires 60–70 percent less energy to refine, further enhancing sustainability.
“Pyrolysis fundamentally relies on heat and time in the absence of oxygen. Under these conditions, tyres thermally degrade, breaking down into vapour, which is condensed into oil and a solid residue, which is now widely used as recovered carbon black (rCB). This output can be further refined for industrial applications, creating a circular economy within the rubber industry,” explained Lloyd.
CHALLENGING INTEGRATION
The primary challenge for tyre manufacturers in adopting rCB is achieving performance characteristics comparable to virgin carbon black. Similarly, tyre pyrolysis oil must meet stringent quality standards to serve as a feedstock for high-value applications beyond just fuel. The company’s continuous pyrolysis system addresses these concerns by enhancing the quality and usability of both outputs.
“In the case of tyre pyrolysis oil, if used as a fuel, the calorific value may vary slightly, but it remains a viable option. However, its greater potential lies in serving as a feedstock for sustainable carbon black or even virgin carbon black production. The consistency of the oil’s composition determines its suitability for high-end applications, making process control a critical factor,” noted Lloyd.
He added, “For rCB, higher quality directly translates into increased usability across different applications. While rCB will never completely replicate virgin carbon black, superior grades enable a higher substitution rate. In some cases, a high-quality rCB can replace up to 30 percent of virgin carbon black, whereas lower-quality alternatives may only allow a 15 percent substitution. This increased usability not only enhances sustainability but also raises the material’s commercial value.”
HF Group’s rCB, produced through its WF Recycle-Tech process, has been extensively tested across multiple industries. It has demonstrated strong performance in plastics masterbatch applications, technical rubber goods and even tyre manufacturing. One major tyre producer has already validated its suitability for substitution in new tyres, underscoring its industry acceptance.
A key differentiator of the process lies in its patented two-stage pyrolysis system. While continuous pyrolysis itself is well established, HF Group’s innovation stems from its integration of a high-shear Farrel Continuous Mixer in the first stage.
This approach ensures uniform heating, eliminates direct heat exposure and optimises the pyrolysis reaction in the second stage. The result is a more efficient process that yields higher-quality recovered carbon black and cleaner tyre pyrolysis oil.
PERSEVERING THROUGH LIMITATIONS
The primary limitations of the system, Lloyd noted, revolve around scalability, operational efficiency and material consistency. The current processing capacity of 1,500 kilogrammes per hour is relatively low. Scaling up production rates while maintaining efficiency and reliability is an ongoing challenge. The key challenge is ensuring long-term operational stability and optimising run times.
Another significant factor is feedstock variability, particularly in markets like India, where used tyres from different sources such as passenger cars, trucks and buses are often mixed without segregation. The ideal scenario would involve processing a uniform type of tyre with a consistent rubber composition, but in reality, recycling operations must work with what is available.
“There are two main approaches to addressing this viz-a-viz meticulous sorting, which ensures consistency but is time-consuming and costly, or strategic blending, which creates a stable output by balancing material variations. The current system has been designed to handle diverse feedstocks without sorting, using a consistent blend of tyres to produce a predictable output,” said Lloyd.
In the long term, technological advancements such as artificial intelligence or tracking mechanisms for tyres could enhance sorting processes, making recycling operations more efficient. However, for now, the focus remains on refining the system to handle real-world feedstock conditions while delivering high-quality outputs. The continuous processing system also provides flexibility to adjust parameters and optimise results, making it a robust solution even in environments where feedstock quality is unpredictable.
MARKET TALK
The return on investment for pyrolysis systems is quite favourable, but it carries risks, especially in the early stages. A well-managed system operating efficiently for 6,000–7,000 hours per year, with a stable feedstock supply and consistent product quality, can generate strong financial returns, explained the executive.
However, challenges arise if there are interruptions in material supply, equipment downtime or fluctuations in product quality. These factors introduce uncertainty, which can make securing financing more difficult. That said, the market for TDO and rCB is growing, providing ample opportunities for revenue. Companies that can differentiate its output and meet quality standards can command premium prices, further improving ROI.
The market focus for HF Group’s advanced pyrolysis solutions primarily includes recyclers looking to add more value to their processes, material users such as tyre manufacturers and technical rubber companies seeking sustainable raw materials and new businesses emerging in response to industry needs.
“In the US and Europe, there is a growing entrepreneurial push to bridge the gap between traditional recycling and the sustainability requirements of the tyre industry. However, in markets like India and other parts of Asia, the challenge lies in shifting perceptions. Many existing pyrolysis operations use older-generation systems. The transition to modern, cleaner and more efficient systems requires education, proof of performance and financial support. Despite these challenges, India remains a strong market for HF, as the industry values high-quality technology and is willing to invest in the best solutions once the benefits are clearly demonstrated,” informed Lloyd.
Over the next five years, the company’s primary goal is to establish a proven track record with the first full-scale pyrolysis system, demonstrating its performance, reliability and efficiency. Once this is achieved, the focus will shift to helping potential customers secure financing by reducing perceived risks, making it easier for them to invest in the technology.
Alluding to the next phase of development, Lloyd informed, “The next phase of development focuses on three main areas. The first priority is industrialising the system to ensure it operates efficiently, consistently and reliably over long production cycles. This transition from pilot-scale to full-scale manufacturing is where HF Group’s expertise in engineering advanced processing equipment comes into play. Secondly, efforts are underway to further refine the pyrolysis reaction to enhance output quality and efficiency. Lastly, ongoing research and development is focused on post-processing improvements, particularly the removal of ash from recovered carbon black to increase its usability in high-performance applications.” n
Retreading In The Age Of EPR: Latin America Between Circular Ambition And Strategic Blind Spots
- By Daniel Rojas Enos
- July 01, 2026

As Extended Producer Responsibility (EPR) frameworks expand globally, the tyre industry is undergoing a structural transformation. Collection systems are improving, traceability is increasing and investments in recycling technologies are accelerating. However, one critical tension remains insufficiently addressed: the speed of industry evolution is outpacing the agility of public policy. And within that gap, one key question emerges: where does retreading fit in this new circular economy architecture?
A STRUCTURAL PARADOX
Retreading represents one of the most efficient forms of resource optimisation in the tyre lifecycle. It extends product life, reduces raw material consumption and lowers emissions. Yet, in many regulatory frameworks, it is still treated ambiguously – often grouped with recycling rather than recognised as prevention or preparation for reuse. This distinction is not semantic. It is strategic. Because when policy fails to differentiate, markets fail to prioritise.
A FAST-MOVING INDUSTRY, A SLOW-MOVING FRAMEWORK
The tyre market is evolving in real time:
- Increasing penetration of low-cost imports.
- Growing variability in product quality.
- Accelerated turnover cycles.

Retreading, in this context, becomes more than a circular solution. It becomes a filter of industrial quality. Not all tyres are equally retreadable. And that difference defines their real contribution to circularity. Yet most EPR systems continue to operate with uniform economic signals, failing to distinguish between products that enable multiple lifecycles and those that exit the system after a single use.
SIGNALS FROM EUROPE
Recent developments in countries like Portugal – where eco-fees applied to retreaded tyres approach those of low-cost, non-differentiated new tyres – highlight a concerning trend. Similarly, in Spain, industry representatives continue to advocate for a clearer institutional recognition of retreading within EPR systems. These cases illustrate a broader issue: circular policies can unintentionally undermine higher-value circular strategies.
THE MISSING LINK: PERFORMANCE-BASED POLICY
What is missing is not regulation. It is regulatory precision. EPR systems have successfully organised waste flows. But they have not yet evolved to reward performance within the lifecycle. This is where eco-modulation becomes critical.
ECO-MODULATION AS A STRATEGIC LEVER
Eco-modulation should not be a marginal adjustment. It should be a core industrial policy tool. Properly designed, it can:
- Differentiate tyres based on real circular
- performance.
- Incentivise durability and retreadability.
- Penalise short-lifecycle, non-recoverable products.
- Align market behaviour with system objectives.
- To operationalise this, we need new metrics.
FROM COMPLIANCE TO PERFORMANCE: A PROPOSED FRAMEWORK
The next step for EPR systems is to move towards performance-based differentiation. This could be implemented through instruments such as:
- Retreadability Index (RI)
- Performance Score (CPS)
These would measure:
- Number of effective retreading cycles per tyre.
- Structural durability and casing quality.
- Real contribution to lifecycle extension.
Under such a system:
- Tyres with higher retreadability would receive lower eco-fees.
- Products that systematically fail to re-enter the cycle
- would face higher costs.
- This is not just a technical refinement. It is a shift from:
- Generic compliance.
- To intelligent market shaping.
THE LATIN AMERICAN PERSPECTIVE
In Latin America, the stakes are even higher.
The region faces:
- Structural dependence on imported tyres.
- Strong presence of low-cost, low-durability products.
- Emerging EPR frameworks (Chile, Costa Rica, Peru, Ecuador)
Chile, for example, through its EPR law (Ley REP), has made significant progress in structuring collection and recovery targets. However, like many systems, it still faces the challenge of fully integrating reuse strategies into its economic logic. Under these conditions, retreading is not just an environmental solution. It is a strategic industrial capability.
BEYOND WASTE MANAGEMENT
Latin America has a unique opportunity to design EPR systems not only to manage waste
but to govern resources and shape markets.
This means:
- Incentivising retreadable tyres
- Strengthening local retreading industries
- Reducing dependence on short-lifecycle imports
- Building resilience into supply chains
But this requires something critical: policy agility. Because if regulation lags behind market dynamics, it will not transform the system – it will merely formalise its inefficiencies.
A STRATEGIC CONCLUSION
If EPR systems are designed without properly integrating retreading – and without differentiating based on actual circular performance – they risk reinforcing a linear logic under a circular narrative. For emerging regions, this would be a critical mistake
The discussion around repair, reuse and retreading can no longer be treated merely as a waste management issue. It is increasingly becoming a matter of industrial resilience, strategic autonomy and economic security.
As global supply chains face growing pressure from geopolitical fragmentation, logistics disruptions and volatility in raw material markets, extending the useful life of products is emerging as a strategic capability for nations and industries alike.
In this context, Right to Repair should not be understood only as a consumer right but also as an industrial policy tool capable of strengthening local economies, reducing external dependency, preserving technical capabilities and supporting more resilient production systems.
Retreading, remanufacturing and reuse are part of a broader transition where value creation is no longer based exclusively on extraction and disposal but increasingly on intelligence, efficiency and lifecycle management.
CIRCULARITY WITHOUT HIERARCHY BECOMES INEFFICIENCY. REGULATION WITHOUT DIFFERENTIATION BECOMES DISTORTION.
Final note
The future of the tyre industry will not be defined only by how we recycle, but by how intelligently we extend the life of what we already produce. And that requires alignment between:
- Industry dynamics.
- Policy design.
- And strategic vision.
In that equation, retreading must move from the margins to the centre. Because properly understood, it is not just a process. It is a strategic filter, an industrial policy tool and a geopolitical lever.
- Association of Natural Rubber Producing Countries
- ANRPC
- Natural Rubber
- Monthly NR Statistical Report
ANRPC Publishes Monthly NR Statistical Report For May 2026
- By TT News
- June 30, 2026

The Association of Natural Rubber Producing Countries (ANRPC) has released its market report for May 2026, depicting a sector characterised by sustained price strength and firm fundamentals. The global natural rubber market received additional upward momentum from a decline in Brent crude oil prices, which averaged USD 107.14 per barrel during the month. This represented a month-on-month decrease of 8.65 percent, attributed to easing geopolitical tensions in the Middle East and the temporary reopening of the Strait of Hormuz, which collectively bolstered the commodity's outlook.
Global production projections for 2026 stand at 15.337 million tonnes, marking a 2.4 percent increase from the previous year, with growth driven by Thailand, China, India and Malaysia, even as output moderates in Indonesia and Vietnam. Monthly production, however, fell to 997,000 tonnes in May, a year-on-year decline of 4.7 percent, due to seasonal wintering and dry weather conditions across South and Southeast Asia. Concurrently, worldwide consumption is forecast to rise by 1.3 percent to 15.550 million tonnes for the year, with May's consumption reaching 1.310 million tonnes, a 4.6 percent annual increase. This demand was underpinned by steady tyre manufacturing, electric vehicle-related consumption and resilient purchasing managers' indices in China and India, alongside record auto retail sales in India.
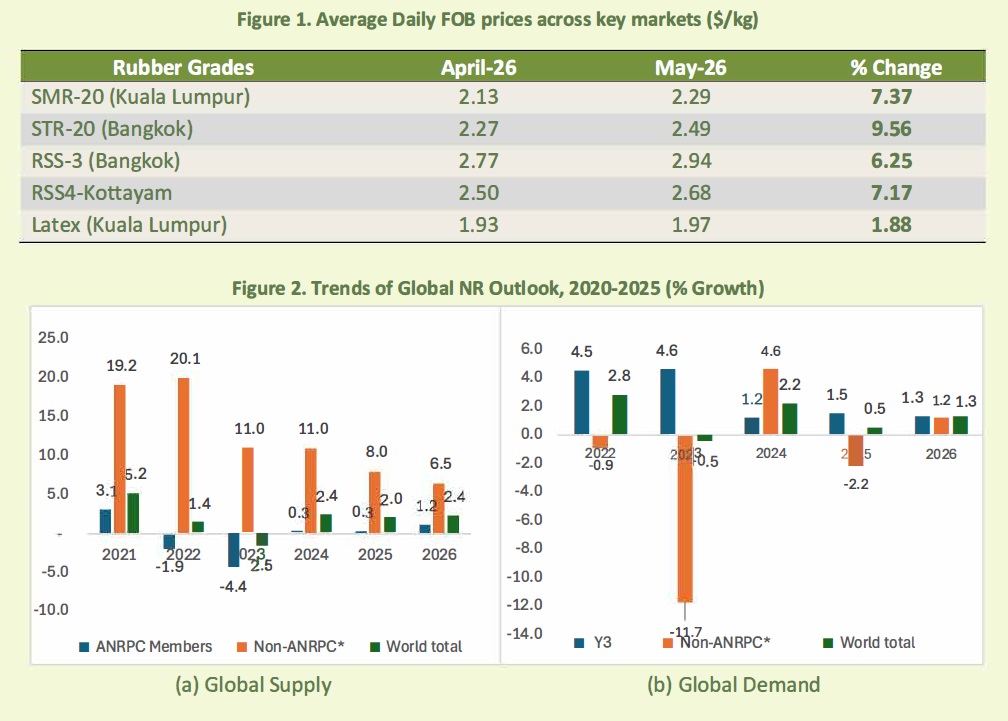
Physical prices for all major grades recorded broad-based gains throughout May, with SMR-20, STR-20, RSS-3, RSS-4 and latex all experiencing increases. Trade flows showed a mixed pattern, as imports from China and India contracted month-on-month, while Malaysia and Vietnam registered significant gains. On the export front, Cambodia, Vietnam and Thailand recorded increases, whereas Indonesia and Malaysia saw declines. Currency movements saw the Malaysian ringgit ease slightly, while the Thai baht traded within a stable range, and both nations reported decelerating GDP growth for the first quarter of 2026. Futures contracts on the SHFE and SGX reflected tightening supply and firm demand, posting notable month-on-month gains.
The market outlook remains cautiously balanced against a backdrop of several macroeconomic factors. Elevated trade tensions between United States and China, ongoing geopolitical conflicts and a steady United States Federal Reserve interest rate policy present potential headwinds. However, these are being offset by supportive elements, including the accelerating adoption of electric vehicles, tight feedstock supply due to adverse weather and the positive market sentiment generated by the European Union's decision to lower anti-dumping duties on Chinese tyres.
- Zeon Corporation
- Rubber Product Development
- Elastomer Research and Development
- Data Management System
Zeon Debuts Centralised Data Platform To Streamline Rubber Product Development
- By TT News
- June 29, 2026

Zeon Corporation has introduced a novel data management system specifically designed for elastomer research and development, marking the company’s first foray into a subscription-based service model. The platform is engineered to centralise and streamline R&D data pertaining to rubber products, with the primary goal of enhancing operational efficiency and accelerating developmental processes for its clientele. The initial phase of the rollout will concentrate on the Japanese market, with a strategic plan to broaden access to other regions in the future.
The elastomer industry frequently grapples with the fragmentation of data across disparate systems, which complicates the effective utilisation of historical information. Through extensive experience in elastomer supply and sustained client engagement, Zeon has identified this operational hurdle as a pervasive issue affecting the entire sector. This recognition has been the catalyst for developing a solution that directly confronts these data management deficiencies.
The newly launched system incorporates specialised functionalities that are finely attuned to the nuances of rubber product R&D. It integrates a comprehensive database that combines master data for key compounding agents available in Japan with extensive catalogue information, facilitating rapid and efficient data access for daily research tasks. The platform’s intuitive interface and user experience are meticulously crafted to optimise usability and data visualisation, with a commitment to ongoing enhancements based on evolving customer requirements.
Zeon has formally designated this data management solution as a growth driver for its strategic initiatives, extending beyond the Phase 3 objectives of its STAGE30 medium-term plan. The company envisions this business becoming a cornerstone of its strategy to augment the value proposition of its elastomer operations. By synergising its deep-seated elastomer expertise with advanced data utilisation technologies, Zeon is poised to foster innovation in client R&D and propel the overall advancement of the elastomer industry.
A new bio-based cut & chip resin for the most demanding applications.
NaugaShield BIO-TR 30 is SI Group’s latest advancement in bio-based performance resins designed to significantly improve cut and chip resistance in high-severity rubber applications. With approximately 75 percent bio-based content, this innovative material delivers on sustainability targets while exceeding the performance typically associated with petroleum-derived resins, making it a strong choice for applications such as OTR tyres in mining, construction and agriculture, mining conveyor belts, rubber tracks and mill linings.
Cut and chip resistance is a complex set of material behaviours, including static mechanical strength, dynamic response under deformation and ability to withstand sharp impacts and abrasive environments. In demanding applications such as mining or agriculture, materials must tolerate repeated high-strain loading and resist the initiation and propagation of tears. NaugaShield™ BIO-TR 30 was developed precisely to meet these conditions, demonstrating notably low dynamic heat buildup and excellent tear strength – characteristics closely tied to enhanced cut and chip resistance and long-term durability under cyclical loads.
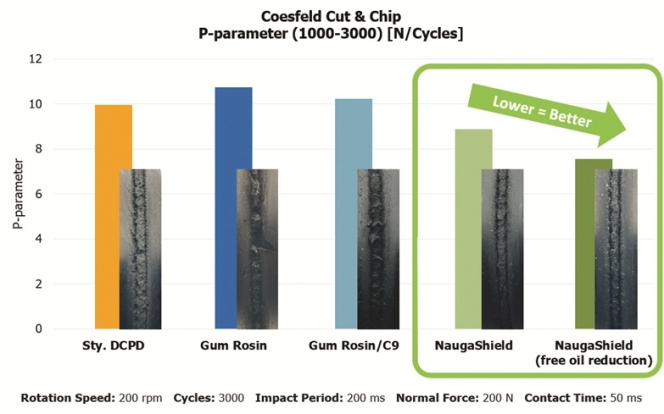
To evaluate its performance, NaugaShield BIO-TR 30 was benchmarked in an Off-road Rib Tread formulation against two widely used industry references: a gum rosin/semi-aromatic C5/C9 resin combination and a styrenated DCPD resin. All materials were tested at an equal loading of 10 phr to provide a direct and unbiased comparison. Under these conditions, the bio-based resin consistently outperformed both alternatives, offering a stronger balance of reinforcing behaviour, improved tear propagation resistance and superior resistance to thermal degradation during dynamic flexing. Further improvements were achievable by reducing the amount of free extender oil in the compound, underscoring the resin’s adaptability in formulation design and its ability to unlock even greater performance when optimised.
These laboratory indicators were corroborated through extended Coesfeld Cut & Chip testing (see chart), in which compounds were subjected to up to 3,000 cycles at 200 rpm under a 200N applied force. Formulations containing NaugaShield BIO-TR 30 exhibited substantially lower mass loss and maintained tread surface integrity more effectively than the hydrocarbon and gum rosin-based-benchmarks. The performance advantage was even more pronounced in compounds adjusted for lower free oil content, confirming that the resin can be tailored to meet the durability requirements of the most challenging operating conditions.
The strong performance of NaugaShield BIO-TR 30 in OTR tread compounds can be readily transferred to other rubber goods that encounter similar wear mechanisms. Applications such as mining belts, agricultural and construction tracks or mill linings benefit from the resin’s ability to reinforce the rubber matrix, reduce crack growth under repeated impact and maintain structural cohesion under high-strain deformation. This versatility allows manufacturers to integrate a 75 percent bio-based resin that supports sustainability by reducing fossil-based content and helping end products last longer while maintaining – and often improving – operational performance across multiple product lines.
NaugaShield BIO-TR 30 is currently available in commercial quantities, enabling compounders and manufacturers to move directly from laboratory evaluation to pilot- and production-scale trials.





Comments (0)
ADD COMMENT