

PHYSICS BEHIND RUBBER TRIBOLOGY
- By 0
- May 04, 2020
By Sunish Vadakkeveetil, Mehran Shams Kondori, and Saied Taheri
Center for Tire Research (CenTiRe), Virginia Tech


Rubber, mainly because of its viscous nature, is a widely used material for most contact applications such as, seals, tyres, footwear, wiper blades, bushings etc. The material possesses the property of both a liquid (viscous) and a solid (elastic). Hence, rubber frictional losses at the contact interface is classified into three mechanisms as shown in Figure 1. Hysteresis (μ_hys ) – Energy dissipated due to internal damping of rubber caused by undulation in the surface. Adhesion (μ_adh ) – Due to intermolecular or Vander Waals attraction at the contact interface. It vanishes in the presence of contaminants or lubricants on the surface. Viscous (μ_visc ) – Due to hydrodynamic resistance caused by the fluid in the contact interface. It mainly occurs under the presence of lubricant or fluid in between the contact interface.




Friction as a concept has evolved, as shown in Figure 2 from a simple empirical relation, developed by Amonton’s (1699) and Columb (1785) to more complex representations by considering these different mechanisms of friction. Initial experimental observations by Bowden and Tabor [1] observed the microscopic behaviour of the contact and obtained that the real area of contact is only a part of the nominal contact area. Grosch & Schallamach [2] performed experimental observation to determine the influential factors and obtain a relation between temperature and velocity-dependent friction to frequency-dependent viscoelastic behaviour. Savkoor[3] considers the frictional losses due to adhesive mechanism at the contact interface using a rudimentary theory where the interaction is considered as a series of processes from the growth of contact area in the initial stage to initiation and propagation of crack in the final stage.
Heinrich [4] developed an analytical representation to estimate the hysteretic component of friction by considering the energy losses at the contact interface to the internal damping of rubber from the undulations of the surface. The energy loss thus obtained is related to the frictional shear stress by the energy relation given by Eq. (2).
ΔE=∫d^3 x dt u ̇ . σ (1)
σ_f=ΔE/(A_0 v t) (2)
Persson and Klüppel [5] extended the theory to consider the effect of the surface roughness by assuming the surface to behave as a fractal nature and obtaining the total energy loss being the sum over the different length scales. Klüppel considers the GW theory to consider the contact mechanics where Persson developed a stochastic based contact mechanics theory assuming the rubber deformations to follow the surface asperities, the results are as shown in Figure 3. To consider the actual deformation profile of rubber, an affine transformation approach [6] is considered to obtain the actual deformation of rubber contact. The results are as shown in Figure 4.


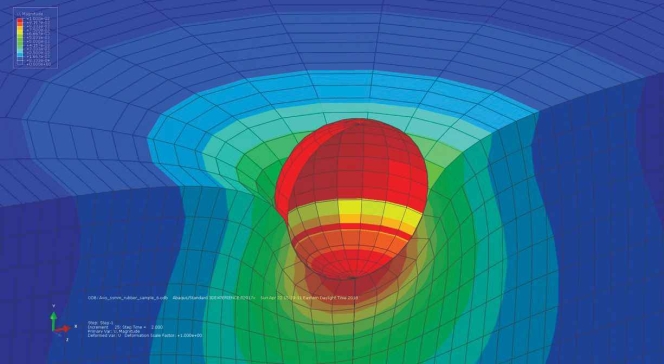
In addition to analytical methods, computational approaches are also considered to estimate deformation behaviour of a rubber block on a rough substrate (Figure 5). The numerical model [7] is validated using indentation experiment and compared against a single asperity model as shown in Figure 6. This is later being extended to obtain friction and wear characteristics of rubber at the contact interface by considering the deformations at the contact interface and obtaining the frictional force [5], [8].



Figure 6: FE Model Of Single Asperity Model & Comparison Of Results With Experimental & Analytical Approach
Wear is mainly due to the frictional shear stress generated at the contact interface leads to energy dissipation at the rubber – substrate contact interface that is either transformed into heat or responsible for crack initiation and propagation eventually leading to material removal. The major contribution of the wear occurs either due to the interaction of smooth asperity and rubber surface (adhesive wear), Figure 7 (a) instantaneous tearing of rubber by sharp asperities (abrasive wear), Figure 7 (b) or due to repeated cyclic contact stress (fatigue wear, Figure 7 (c)).
Due to the importance and complexity of the wear problem, it has been a vital topic of interest studied by many researchers [2]. Numerical techniques and empirical approaches have seen their light in the midst of the expensive and cumbersome experimental observations [9], [10]. Archard’s law states that “the volume rate of wear (W) is proportional to the work done by the frictional forces” as given by Eq. (3), where τ_f is the frictional shear stress and v is sliding velocity.
W∝τ_f v (3)




In the case of road surfaces, the removal of rubber particles can be considered as a process of nucleation and propagation of crack like defects until it is detached to form a wear particle, as shown in Figure 8. Based on this mechanism of crack propagation, a physics-based theory assuming the crack propagates (Figure 9 & Figure 10) from already present defects or voids on the rubber surface was considered and then later compared with experimental methods performed using Dynamic Friction Tester (Figure 11) [6], [11], [12]. Future studies are being performed using analytical and computational approached to estimate the wear characteristics of a rubber material considering damage mechanics [8] and crack propagation theory considering the effect of surface roughness. An experimental technique is also being developed based on the Leonardo Da Vinci concept to experimental test the friction and wear characteristics of a rubber block under pure sliding.
References:
[1] D. Bowden, F. P., & Tabor, The friction and lubrication of solids. Oxford university press., 2001.
[2] A. Gent and J. Walter, The Pneumatic Tire, no. February. 2006.
[3] A. R. Savkoor, “Dry adhesive friction of elastomers: a study of the fundamental mechanical aspects,” 1987.
[4] H. Gert, “Hysteresis friction of sliding rubber on rough and fractal surfaces,” Pochvozn. i Agrokhimiya, vol. 25, no. 5, pp. 62–68, 1990.
[5] S. Vadakkeveetil, “Analytical Modeling for Sliding Friction of Rubber-Road Contact,” Virginia Tech, 2017.
[6] A. Emami and S. Taheri, “Investigation on Physics-based Multi-scale Modeling of Contact, Friction, and Wear in Viscoelastic Materials with Application in Rubber Compounds,” Virginia Tech, 2018.
[7] S. Vadakkeveetil, A. Nouri, and S. Taheri, “Comparison of Analytical Model for Contact Mechanics Parameters with Numerical Analysis and Experimental Results,” Tire Sci. Technol., p. tire.19.180198, May 2019.
[8] S. Vadakkeveetil and S. Taheri, “MULTI – LENGTH SCALE MODELING OF RUBBER TRIBOLOGY FOR TIRE APPLICATIONS,” Virginia Tech, 2019.
[9] K. R. Smith, R. H. Kennedy, and S. B. Knisley, “Prediction of Tire Profile Wear by Steady-state FEM,” Tire Sci. Technol., vol. 36, no. 4, pp. 290–303, 2008.
[10] B. W. and R. N. D. Stalnaker, J. Turner, D.Parekh, “Indoor Simulation of Tire Wear: Some Case Studies,” Tire Sci. Technol., vol. 24, no. 2, pp. 94–118, 1996.
[11] A. Emami, S. Khaleghian, C. Su, and S. Taheri, “Comparison of multiscale analytical model of friction and wear of viscoelastic materials with experiments,” in ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), 2017, vol. 9.
[12] M. Motamedi, C. Su, M. Craft, S. Taheri, and C. Sandu, “Development of a Laboratory Based Dynamic Friction Tester,” in ISTVS 7th Americas Regional Conference, 2013.
Soaring Raw Material Prices And Weak Demand Trigger wdk Alarm For German Rubber Industry
- By TT News
- May 16, 2026

The German Rubber Industry Association (wdk) has sounded an alarm over an exceptionally difficult economic situation facing the rubber sector. Soaring raw material prices and persistently high energy costs, exacerbated by the Iran war, are coinciding with weak industrial demand. wdk Chief economist Michael Berthel noted an almost unprecedented economic disparity, as raw material costs approach historical highs from 2011 and 2022 while a lack of demand prevents any offset for manufacturers.
Since the final quarter of 2025, prices for key inputs have risen sharply. Natural rubber has jumped more than 40 percent within months, while butadiene-based synthetic rubbers have increased over 30 percent. EPDM synthetic rubber, carbon black and oil-based plasticisers have all risen more than 20 percent, with some individual chemicals exceeding 40 percent cost growth in just a few weeks.
Energy prices remain a major burden, with Middle East developments fuelling market uncertainty. Risks to international transport and supply chains persist, and German rubber companies are closely watching potential impacts on raw material availability and global logistics flows.
Berthel warned that firms face mounting pressure from high costs, geopolitical instability and structural disadvantages in Germany, with no short-term relief in sight. The industry depends heavily on fair and reliable partnerships across the value chain, as processing companies alone cannot absorb the current strain. He called for fair solutions and a shared understanding of this exceptional situation.
Rubber Board Extends Planting Aid Schemes At Current Rates For 2026-27
- By TT News
- May 08, 2026
The Rubber Board of India has confirmed the continuation of all existing central sector schemes for the 2026-27 fiscal year at unchanged rates. Financial aid for new planting will be restricted to estates utilising poly bag or root trainer plants sourced solely from Board-approved nurseries, with applicants required to submit the original purchase bill. This mandatory verification step aims to ensure quality and authenticity of planting materials used across the sector.
Support for rain guarding and spraying operations will be channelled exclusively through Rubber Producers’ Societies. These societies must include GST bills for all acquired materials when applying. The official timeline for submitting applications will be announced separately by the Board, giving producers adequate time to prepare documentation and coordinate with their respective societies before the deadline.
Rubber Board Calls For Marketing Graduates With Digital Skills For Temporary Engagement
- By TT News
- May 07, 2026
The Rubber Board of India has announced a temporary engagement for a young professional within its Market Promotion Division, located at the RRII campus in Puthuppally, Kottayam. The selected individual will assist with division activities and promote ‘mRube’, the electronic trading platform for natural rubber.
Candidates must hold an MBA in Marketing or Agri Business Management with computer knowledge, while skills in digital marketing, sales or market research and proficiency in English and Hindi are preferred. Applicants aged up to 30 years as of 1 May 2026, will be considered for the one-year role, which offers a consolidated monthly pay of INR 25,000.
Interested individuals should send their applications to the Deputy Director (Marketing) at the Central Laboratory Building, RRII, Rubber Board PO, Kottayam – 686009 by 19 May 2026. Shortlisted names will appear on the Rubber Board’s website with interview details, as no separate communication will be sent.
Bekaert Finalises Acquisition Of Bridgestone’s Tyre Reinforcement Plants In China And Thailand
- By TT News
- May 06, 2026

Bekaert has officially finalised its acquisition of Bridgestone’s tyre reinforcement operations in China and Thailand, after securing all necessary regulatory approvals and meeting standard closing conditions. The deal, now fully completed, marks a significant step in the Belgian company’s expansion strategy.
The transaction brings under Bekaert’s control two production facilities: Bridgestone (Shenyang) Steel Cord Co., Ltd. in China and Bridgestone Metalfa (Thailand) Co., Ltd. in Thailand. These plants specialise in manufacturing high-quality tyre cord products exclusively for Bridgestone tyres, and they will continue to supply Bridgestone under the new ownership, further deepening the longstanding partnership between the two firms.
Financially, the acquisition is expected to add roughly EUR 80 million to Bekaert’s annual consolidated sales. The EUR 60 million cash consideration for the deal was funded from the company’s available cash reserves.
Curd Vandekerckhove, CEO Rubber Reinforcement, said, “With the completion of this acquisition within our Rubber Reinforcement division, we are pleased to officially welcome the plant teams in China and Thailand to Bekaert. Our immediate focus is on a smooth transition and operational continuity while continuing to serve Bridgestone as a key strategic partner. The completion of the acquisition further strengthens the position of Bekaert in the tyre cord market, expands the global manufacturing footprint and deepens our longstanding partnership with Bridgestone. A long-term supply agreement ensures continued delivery of high-quality tyre reinforcement within a trusted supplier model.”





Comments (0)
ADD COMMENT