

- Lanxess
- Lanxess India
- Vulkanox HS Scopeblue
- Matthias Zachert
- India Application Development Centre
- tyre
- rubber
Tyre Industry Continues To Be A Key Growth Driver For Lanxess India
- By Nilesh Wadhwa
- April 14, 2025

The German speciality chemicals company recently inaugurated the first India Application Development Centre (IADC) in the country’s financial capital, reinforcing its commitment and outlook for the country.
For Lanxess India, tyre industry accounts for almost 25 percent of its business, as against global average of around 10 percent. And the company’s management continues to be upbeat about the growth story for Indian tyre makers.
“India, from our point of view, will play a very important detrimental role (for Lanxess). Because when you want to grow your industry, which Prime Minister Narendra Modi clearly has as an ambition, you need the chemical industry and all their precursors. And if you want to help the Indian industry to further develop (new solutions), you need to have local application for local needs,” remarked Matthias Zachert, Chairman of the Board of Management of Lanxess.
He was speaking on the sidelines of the inauguration of the India Application Development Centre (IADC) in Thane, Mumbai, which also marks a significant commitment by the German chemical major for the country.

Lanxess is said to be the world’s largest supplier of rubber additives focusing on solutions around rubber chemicals, speciality chemicals and processing aids for the rubber industry. The company’s solutions find their way in high-performance rubber products such as tyres, treads, seals and even drive belts.
At present, Lanxess has established two production facilities in India – Jhagadia in Gujarat and Nagda in Madhya Pradesh. The tyre industry is primarily supported by Lanxess Rhein Chemie Additives Divisions, which manufactures Rhenogran and Rhenodiv at the Jhagadia facility. The company has invested over EUR 70 million in the Jhagadia facility, which not only supports the domestic customer base for Lanxess but also its customers in the Asia-Pacific region. The company has a longstanding presence in India, with representation from all 10 of its business units and a workforce of around 800 employees.
It comes as no surprise that Zachert sees India as a critical growth region for Lanxess, offering immense opportunities for collaboration and innovation.
INDIAN TYRE INDUSTRY A KEY GROWTH DRIVER
Globally, the automotive industry in particular is transitioning from being seen as a seller of products to a mobility solutions provider, what’s with new business models or service solutions.
Zachert sees that while the tyre market was consolidated for many years, it has started opening up in the last decade.

“The global tyre market has opened up, strongly driven by Chinese tyre manufacturers but also Indian tyre manufacturers. We have rising stars here in India. Mobility has always led to liberty and flexibility for mankind. This will be a trend that in the next 10-20 years is not going to vanish. Mobility will be important, which means the tyre industry is important. And therefore, I look positively at the tyre industry going forward, notably the one that is located here in India,” said an optimistic Zachert.
It is important to understand that the company has almost 25 percent of its business exposure to the Indian tyre segment, which could be amongst the highest for the company.
“For our group, the mobility exposure that we have worldwide as a company is 10 percent. We are over-proportionally present here in India, which is good and normal because the industry is expanding. The Indian tyre market is expanding not only locally but globally,” he said.
The recent setting up of IADC is part of Lanxess’ strategic focus on India as a key market and innovation hub. The strengthening of R&D will enable the company to enhance its ability to deliver high-value, specialised solutions tailored to local needs.
To begin with, the company has integrated expertise from two key businesses in India: Lubricant Additives (high-performance additives and additive systems, synthetic base fluids and ready-to-use lubricants) and Material Protection Products (antimicrobial, disinfection and preservation solutions). Going forward, the idea is to be present with all business units’ expertise at the IADC.
Namitesh Roy Choudhury, Vice-Chairman and Managing Director, Lanxess India, said, “By establishing the IADC, we are bringing our expertise closer to our Indian customers. This centre will not only support innovation but also strengthen our ability to address evolving market trends with speed and precision.”
For Lanxess India, the IADC aligns with its transformation journey towards a speciality chemicals company. The aim is to focus less on cyclical business areas and solutions for critical applications and move towards a partner for sustainable mobility or consumer protection. And the company sees India’s growing industrial base and expanding consumer markets as an ideal platform for driving such advancements.
SUPPORTING THE TYRE INDUSTRY
The production of the plain looking black tyre is more than just moulding of rubber; it is a complex process, which includes incorporating various raw materials and scientific steps to ensure that the tyres are built up to a particular specification. After all, tyres remain and are supposed to be the sole point of contact between a vehicle and the road when in motion.
Lanxess, for its part, supplies solutions across mixing, batch-off, extrusion & tread marking, tyre inspection & repair, tyre curing, green tyre spraying and tyre building processes.
According to the company, a durable car tyre is the result of a complex manufacturing process in which the tyre is built-up from various rubber compounds and reinforcing materials. It explains that by using rubber chemicals and various fillers, the raw material rubber is turned into a high-performance product. This is because rubber is soft and not very durable until vulcanisation. By selecting the type of rubber, the crosslinking chemicals and additives required for the desired technical properties of the end-product, high-performance products such as tyres and other rubber products are created.
EUROPEAN COMPANIES TO STEP OUT OF PETROCHEMICALS
The chemicals industry has undergone a sea of change, especially given the evolving trend from geography-focused development to globalisation. For the last few years, there has been a growing pressure, especially given the focus on sustainability.
To support the sustainability drive, the company recently introduced Vulkanox HS Scopeblue, a next-generation rubber additive designed to help tyre manufacturers produce more durable and environmentally friendly tyres. The anti–degradant effectively protects tyres from the damaging effects of oxygen and heat while offering reduced environmental impact. Its low volatility and minimal migration tendency further enhance tyre performance and longevity, making it an optimal solution for modern, eco-conscious manufacturing.
 The company claims that the Vulkanox HS Scopeblue boasts a carbon footprint more than 30 percent lower than its conventionally produced counterpart thanks to the use of bio-circular acetone and renewable energy in its production process. It is being currently manufactured at an ISCC PLUS-certified plant in Germany; this mass-balanced additive retains the same chemical structure as the original product, allowing tyre manufacturers to adopt it seamlessly without altering their existing production processes.
The company claims that the Vulkanox HS Scopeblue boasts a carbon footprint more than 30 percent lower than its conventionally produced counterpart thanks to the use of bio-circular acetone and renewable energy in its production process. It is being currently manufactured at an ISCC PLUS-certified plant in Germany; this mass-balanced additive retains the same chemical structure as the original product, allowing tyre manufacturers to adopt it seamlessly without altering their existing production processes.
Zachert further said, “Times lead to change. The industry dynamics of chemicals has been adjusting to change for the last decade and will continue to see changes for the next decades. If I look into the next 10 years of the chemical industry, my personal prognosis is that you will see that the European chemical companies will more and more step out of petrochemicals and go upstream. And this is happening as we speak. My thesis also is that the European industry will focus more on niche polymers and speciality chemicals. The upstream and volume polymers will go elsewhere, where you have the raw materials and cheap energy. Countries that are destined to dominate these kinds of chemicals over the next 10 years, is the Middle East and the United States. Europe used to be the epicentre of chemicals 20-30 years ago from polymers to chemicals to pharmaceuticals.”
Then there is the shift from global supply chain to more of regional supply chain given the geopolitical situation.
“I see that with the current world with geopolitical tensions, the likelihood is high that we will go back to trade zones. And therefore, the global value chain in chemicals is one where many companies will have to rethink the global approach and turn towards a more regional approach,” added Zachert.
MICHELIN ResiCare And IMCD Europe Forge Strategic Distribution Partnership For 5-HMF
- By TT News
- July 30, 2026

MICHELIN ResiCare, a specialist in renewable and high-performance chemical solutions, has entered into a distribution partnership with IMCD Europe, a major international distributor of speciality chemicals. The agreement centres on the European supply of 5-hydroxymethylfurfural (5-HMF), a bio-sourced compound produced at the company's Isère-based industrial facility in Péage-de-Roussillon.
Under the new arrangement, IMCD Europe will handle distribution across the continent while MICHELIN ResiCare maintains direct engagement with its key strategic accounts. The collaboration aims to significantly widen the molecule's availability to European manufacturers through an optimised logistics framework and localised technical support, thereby addressing rapidly growing demand within the materials and formulation chemical sectors.

The French production site, scheduled to begin operations in early 2027, will have an initial annual capacity of 3,000 metric tonnes. This domestic manufacturing capability represents a critical step in securing European access to a molecule deemed strategically important for the region's chemical industry, reducing reliance on external supply sources.
IMCD will contribute its technical expertise, market knowledge and pan-European distribution network to facilitate the integration of 5-HMF into new applications. The company's established footprint in polymers, advanced materials and speciality formulations positions it to provide developmental support to manufacturers exploring alternatives to fossil-derived intermediates. MICHELIN ResiCare has already spent two years assisting major industry players with application evaluations, and the partnership is expected to expand these efforts across a broader customer base.
Derived from fructose through non-toxic green chemistry and already REACH-registered, 5-HMF serves as a versatile building block for low-environmental-impact resins and can replace conventional petroleum-based ingredients across diverse industries including agriculture, cosmetics, construction, transport, aeronautics and electronics. The collaboration reinforces MICHELIN ResiCare's commitment to renewable resources and sustainable material development while aligning with IMCD's dedication to advancing innovation in greener chemistry solutions.
Laurent Lemonnier, CEO, MICHELIN ResiCare, said, “This partnership with IMCD represents a major step forward in our desire to popularise the use of 5-HMF and to support the transition to a more responsible chemistry. With its technical expertise, its capacity to support customers and its European location, IMCD is the perfect partner to speed up the distribution of this molecule of the future.”
Pirelli-Led Partnership Launches European Tyre-To-Tyre Recycling Initiative
- By TT News
- July 23, 2026

Pirelli, Pyrum, Synthos and BASF have launched a European tyre-to-tyre recycling initiative aimed at increasing the use of recycled materials from end-of-life and scrap tyres in the manufacture of new tyres. The project, coordinated by Pirelli, is designed to establish an industrial ecosystem that supports a circular economy while reducing reliance on virgin raw materials.
The initiative uses end-of-life tyres collected across Germany from selected Driver retail outlets and motorsport activities, together with scrap tyres from Pirelli's Breuberg manufacturing plant. These materials are processed into secondary raw materials, including synthetic rubber, certified under the ISCC PLUS scheme to ensure traceability throughout the value chain before being reintroduced into the production of new Pirelli tyres.
Under the process, Pyrum converts end-of-life and scrap tyres through pyrolysis into recovered carbon black (rCB) and tyre pyrolysis oil (TPO). The recovered carbon black is upgraded and used in Pirelli's European tyre production, replacing part of the virgin carbon black requirement.
The tyre pyrolysis oil is supplied to BASF, where it is co-fed with fossil-based feedstock in the production of chemicals including butadiene and styrene. Using a mass balance approach, the recycled content is allocated to ISCC PLUS-certified Ccycled® products. Synthos then uses these materials to manufacture ISCC PLUS-certified synthetic rubber for high-performance tyre applications, which is supplied back to Pirelli, completing the material loop.
The companies said the project demonstrates that large-scale product circularity requires collaboration across the value chain rather than action by a single company. The partnership combines material science, certified processes and industrial capabilities to recover, process and reuse materials within a structured system.
According to the companies, the project represents the most comprehensive application of a tyre-to-tyre circular model in Europe to date, showing how end-of-life tyres can be transformed into raw materials for new tyre production through a traceable industrial process.
ANRPC Secretary-General Joins High-Level Thailand-Malaysia Dialogue To Bolster Rubber Sector Resilience
- By TT News
- July 18, 2026

The Association of Natural Rubber Producing Countries (ANRPC) confirmed the participation of its Secretary-General, Dr Suttipong Angthong, in a high-level dialogue held on 9 July 2026. The engagement took place during the official visit of Thailand's Prime Minister, His Excellency Anutin Charnvirakul, to Malaysia. Dr Angthong joined a prominent assembly that included the Prime Minister, Thailand's Deputy Prime Minister and various cabinet delegates from both nations.
The meeting also brought together representatives from international intergovernmental bodies and leading corporate figures from Thai and Malaysian industries. Given that both Thailand and Malaysia are founding members of the ANRPC and serve as cornerstones of the global natural rubber market, the session was deemed a crucial venue for harmonising regional strategies. It offered the ANRPC a platform to elevate sector-specific priorities within top-tier governmental discussions.

Through the facilitation of productive exchanges between policymakers and private-sector leaders, the ANRPC continues to foster cross-border collaboration, reinforce the stability of supply chains and advance sustainable growth initiatives. The organisation has reiterated its steadfast dedication to supporting its member states with professionalism and collaborative effort, aiming to secure the long-term vitality and resilience of the natural rubber industry across the region.

NaugaShield BIO-TR 30: A New Bio-Based Cut & Chip Resin For The Most Demanding Applications
- By TT Bureau
- July 16, 2026
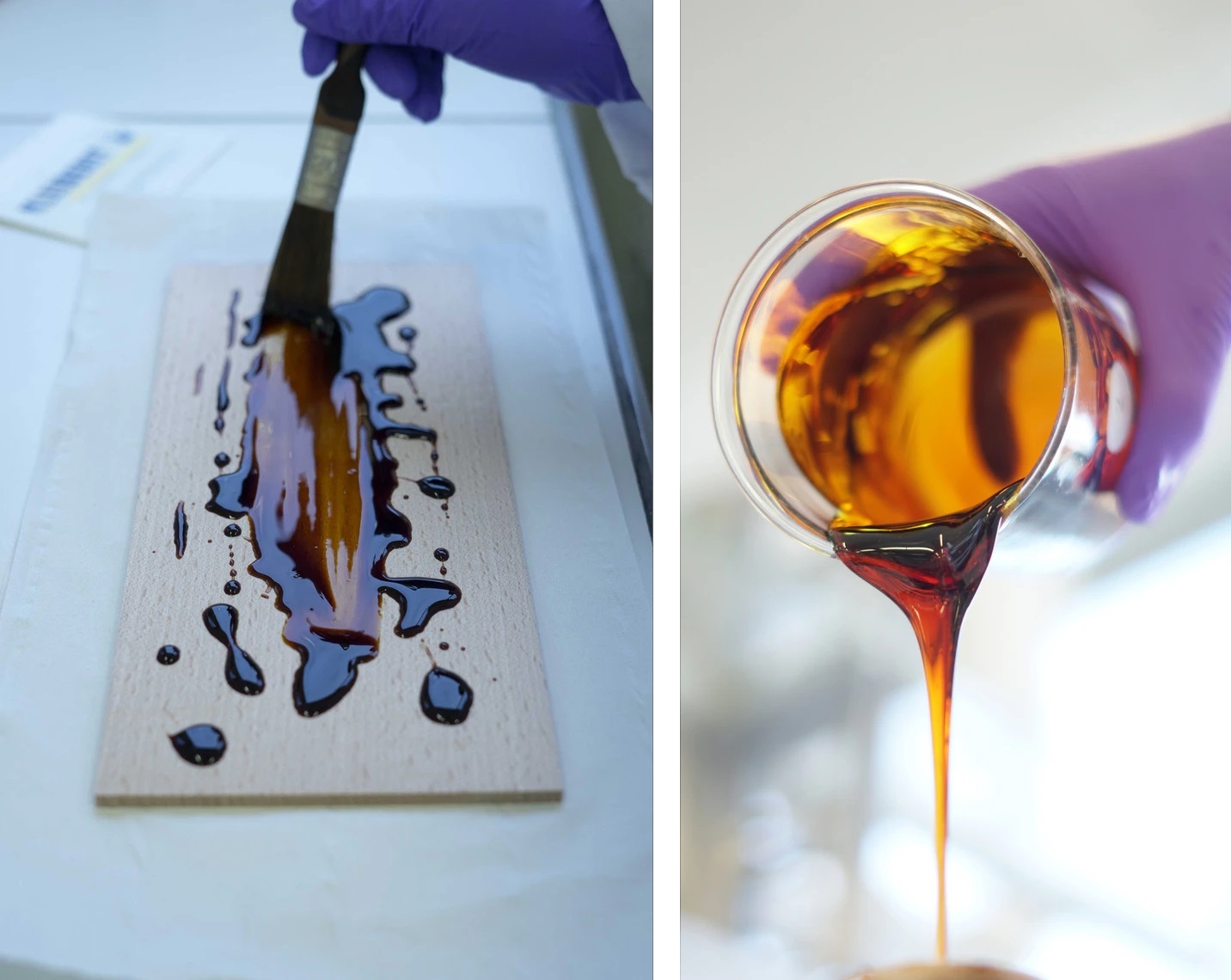
NaugaShield BIO-TR 30 is SI Group’s latest advancement in bio-based performance resins designed to significantly improve cut and chip
resistance in high-severity rubber applications. With approximately 75 percent bio-based content, this innovative material delivers on sustainability targets while exceeding the performance typically associated with petroleum-derived resins, making it a strong choice for applications such as OTR tyres in mining, construction and agriculture, mining conveyor belts, rubber tracks and mill linings.
Cut and chip resistance is a complex set of material behaviours, including static mechanical strength, dynamic response under deformation and ability to withstand sharp impacts and abrasive environments. In demanding applications such as mining or agriculture, materials
must tolerate repeated high-strain loading and resist the initiation and propagation of tears. NaugaShield™ BIOTR 30 was developed precisely to meet these conditions, demonstrating notably low dynamic heat buildup and excellent tear strength – characteristics closely tied to enhanced cut and chip resistance and long-term durability under cyclical loads.
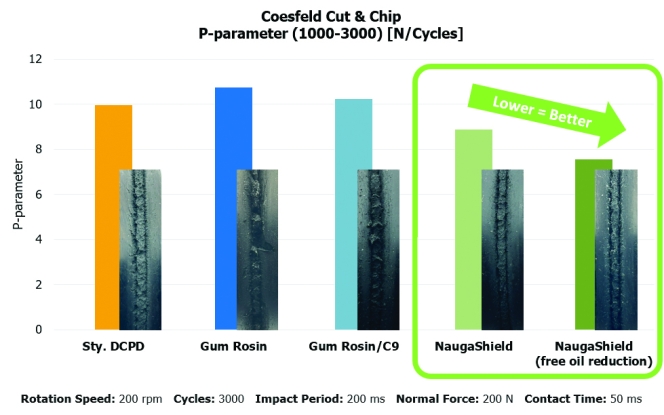
To evaluate its performance, NaugaShield BIO-TR 30 was benchmarked in an Off-road Rib Tread formulation against two widely used industry references: a gum rosin/ semi-aromatic C5/C9 resin combination and a styrenated DCPD resin. All materials were tested at an equal loading of 10 phr to provide a direct and unbiased comparison. Under these conditions, the bio-based resin consistently outperformed both alternatives, offering a stronger balance of reinforcing behaviour, improved tear propagation resistance and superior resistance to thermal degradation during dynamic flexing. Further improvements were achievable by reducing the amount of free extender oil in the compound, underscoring the resin’s adaptability in formulation design and its ability to unlock even greater performance when optimised.
These laboratory indicators were corroborated through extended Coesfeld Cut & Chip testing (see chart), in which compounds were subjected to up to 3,000 cycles at 200 rpm under a 200N applied force. Formulations containing NaugaShield BIO-TR 30 exhibited substantially lower mass loss and maintained tread surface integrity more effectively than the hydrocarbon and gum rosin-based-benchmarks. The performance advantage was even more pronounced in compounds adjusted for lower free oil content, confirming that the resin can be tailored to meet the durability requirements of the most challenging operating conditions.
The strong performance of NaugaShield BIO-TR 30 in OTR tread compounds can be readily transferred to other rubber goods that encounter similar wear mechanisms. Applications such as mining belts, agricultural and construction tracks or mill linings benefit from the resin’s ability to reinforce the rubber matrix, reduce crack growth under repeated impact and maintain structural cohesion under high-strain deformation. This versatility allows manufacturers to integrate a 75 percent bio-based resin that supports sustainability by reducing fossil-based content and helping end products last longer while maintaining – and often improving – operational performance across multiple product lines.
NaugaShield BIO-TR 30 is currently available in commercial quantities, enabling compounders and manufacturers to move directly from laboratory evaluation to pilot- and production-scale trials.



Comments (0)
ADD COMMENT