

WHEN ADDITIVES BECOME FUNCTIONAL, NEW POSSIBILITIES EMERGE!
- By Colin Clarke
- December 23, 2020

Polymer producers have responded to the changing tyre industry expectations, their innovations take into account a more reactive functionality within polymer architecture, and this is closely matched by increasingly greater degrees of filler surface chemistry. As a result, tyre compound properties may now be tailored to meet quite specific tyre performance targets.
Tyre processing methods also underwent progressive stages of modernisation in recent years, for example, more sophisticated reactive mixing technology together with high-speed extrusion systems allowing for direct extrusion onto the building drum become established as cost effective production routes for many of the major producers.
These advancements however bring about their own conflicts, processing pathways involving multiple stages, often with the ability to rework compound or adjust rheological properties by additional time or energy input during the process are no longer viable options for most tyre producers. It has thus become necessary to achieve processability through an increasingly narrow operating window.
Formulations optimised to achieve peak tyre performance in most cases also tend towards more challenging processing characteristics. This is to be expected; the use of high and narrow molecular weight reactive polymers alongside fillers having high surface area and chemistry, often in loadings above that of the polymer are the norm. The trend towards usage of high loading of plasticiser and resinous materials to adjust tyre tread grip and traction response all contribute to a less forgiving processing nature. Often those compounds that are highly reinforced appear the most fragile during processing and poor green strength with an easily tearing or crumbly compound appearance are often-discussed processability issues. By contrast, the use of high loadings of resins and plasticisers, for example in winter or high-performance tyre formulations, results in compounds that during processing can more resemble chewing gum than tyre treads!
The use of process additive chemicals in an attempt to overcome the processing limitations observed gives rise to further conflicts; Lubricant additives might improve compound surface appearance; however, green strength will probably further reduce due to the unwanted softening effect. The same is true for release additives where lower tack unfortunately remains at a higher value than the also lowered tensile strength of the compound. Filler dispersion is often targeted by additives, however higher loading of fillers mandate equally higher additive loadings, we should more accurately discuss loading as “parts per hundred of filler” not rubber, and under the appropriately higher additive loading, the risk of interference with vulcanisation properties or even additive migration leading to surface bloom become realistic concerns.
Conflicting performance characteristics
The development team at Schill + Seilacher has recognised the need to decouple conflicting performance characteristics found within conventional process additive chemistries. As a result, innovation within our Struktol® range offers tyre compounders opportunities to achieve processability without compromise.
Reduced viscosity leading to better extruder flow properties and improved surface appearance, whilst at the same time achieving an increased compound green strength can be realised by use of Struktol HT 300, a new generation of reactive process additive.
An extract of key processing and property influence in a typical highly silica filled sSBR tread compound are highlighted in the following data.
|
|
Control |
Struktol HT 300 6 phr |
Struktol HT 300 12 phr |
|
Mooney ML (1+4) 100 °C (MU) |
75 |
65 |
53 |
|
Loss of batch weight due to sticking in the mixer (%) |
1.9 |
0.6 |
0.4 |

 Significantly lowered Mooney viscosity as well as better mixer batch off with reduced sticking to the mixer rotor and gate with Struktol HT 300 are observed.
Significantly lowered Mooney viscosity as well as better mixer batch off with reduced sticking to the mixer rotor and gate with Struktol HT 300 are observed.
An increase in compound green strength was obtained by the addition of Struktol HT 300; this is the opposite of expectation for conventional process additive chemistry, where reduced viscosity is obtained. In addition, the filler dispersion as evidenced by a reduction in the so-called “Payne Effect” as tested in uncured compound by means of RPA strain sweep, is also improved.
Lab extrusion trials, using cold feed extruder demonstrate improved surface appearance and lower compound pressure achieved by use of Struktol HT 300, both desirable processing conditions.


|
|
Control |
HT 300 6 phr |
HT 300 12 phr |
|
Hardness |
66 |
67 |
65 |
|
Abrasion loss (DIN) |
113 |
102 |
106 |
Physical properties are also acceptable, with a progressive increase in tensile strength an elongation and maintenance of stiffness with loading of 6 phr of process additive, only at higher loading of 12 phr would a balancing slight reduction in process oil be required.
Compound hardness remained unchanged alongside improved wear resistance, as measured by DIN abrasion loss testing, even when using higher loading of process additive, are important aspects.
The ability to decouple the relationship between lubrication, important for improved rheological behaviour, and the maintenance of strength and stiffness in both the uncured and vulcanised condition is only possible with such new and innovative class of process additive. This departure from conventional thinking offers the tyre compounder significant degree of freedom to retain the benefits in terms of easier processability without sacrifice of key tyre performance properties.

In this example, the use of Struktol HT 300 prioritised green strength alongside reduced viscosity. By contrast, our new Struktol HT 250 decouples release from other properties, especially effective for winter tyre tread; compound stickiness is resolved without compromise of viscoelasticity.
Ensuring that migration and ultimately bloom within rubber compounds is kept to the lowest level is important for final article aesthetics, for tyres additional considerations arise; they are composite structures, therefore it is imperative that chemicals do not migrate across boundary layers in an uncontrolled manner, which could result in changed behaviour or interfacial adhesion failure over time. In order to limit migration, the compatibility, solubility and concentration of chemicals are carefully considered. However, one method of ensuring long-term stability involves chemically binding the additive within the vulcanisation network.
At Schill + Seilacher, we have achieved this degree of crosslinking capability for a number of new-generation Struktol process additives. Their usage allows the compounder to avoid completely the risk of migration and bloom due to additive presence.
Photographs of two vulcanised rubber sheets based on the same formulation. On the left-hand side, evidence of typical surface bloom, which may occur due to migration of a conventional process additive, on the right, containing reactive additive Struktol HT 600 as replacement, it can be seen that bloom was eliminated.
 This technology also opens tremendous opportunities to “fix” process additives in place within the respective component, the role of additives withinthe cross-linking mechanism may additionally lead to vulcanisate performance characteristics.
This technology also opens tremendous opportunities to “fix” process additives in place within the respective component, the role of additives withinthe cross-linking mechanism may additionally lead to vulcanisate performance characteristics.

One interesting tyre related example involves the development of a superior tyre curing bladder performance, here we have developed new reactive plasticisers called Struktol HT 815 and Struktol HT 820, their use is directed towards resin-cured butyl rubber. This combination of polymer and curing system provides for superior heat resistance with excellent flex fatigue resistance and is used as the basis for tyre curing bladders. Here the replacement of widely used castor oil as plasticiser with new Struktol HT 800 series product leads to a significantly improved bladder performance life, with greater stability in viscoelastic properties. Reduced stiffening of the bladder, due to lower degree of plasticiser migration translated into a much lower flex-cracking rate, especially after high temperature steam ageing.
Reactive Struktol plasticisers, HT 815 and HT 820 exhibit a significantly reduced flex cracking rate when compared to the widely used castor oil, which readily migrates from the bladder; as a result, significant extension of bladder service life is possible.
New reactive process additives, with tailored functionality to closely match the specific chemistry of polymers, fillers and cure systems are actively developed. These innovative products under the Struktol brand offer tyre compounders a more comprehensive toolkit in order to tailor compound performance to meet tyre performance demands. The conflicts of property versus processability diminish and new possibilities emerge!
A new bio-based cut & chip resin for the most demanding applications.
NaugaShield BIO-TR 30 is SI Group’s latest advancement in bio-based performance resins designed to significantly improve cut and chip resistance in high-severity rubber applications. With approximately 75 percent bio-based content, this innovative material delivers on sustainability targets while exceeding the performance typically associated with petroleum-derived resins, making it a strong choice for applications such as OTR tyres in mining, construction and agriculture, mining conveyor belts, rubber tracks and mill linings.
Cut and chip resistance is a complex set of material behaviours, including static mechanical strength, dynamic response under deformation and ability to withstand sharp impacts and abrasive environments. In demanding applications such as mining or agriculture, materials must tolerate repeated high-strain loading and resist the initiation and propagation of tears. NaugaShield™ BIO-TR 30 was developed precisely to meet these conditions, demonstrating notably low dynamic heat buildup and excellent tear strength – characteristics closely tied to enhanced cut and chip resistance and long-term durability under cyclical loads.
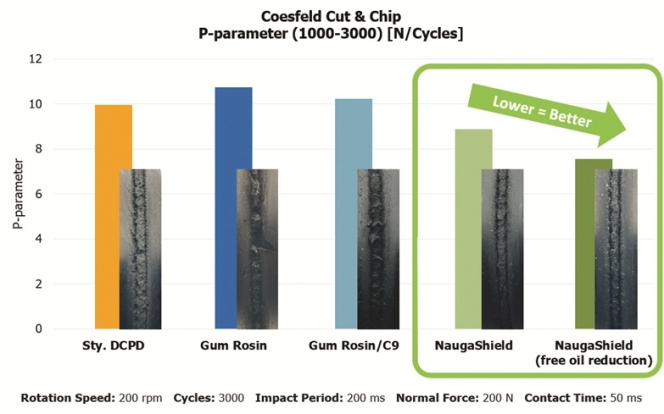
To evaluate its performance, NaugaShield BIO-TR 30 was benchmarked in an Off-road Rib Tread formulation against two widely used industry references: a gum rosin/semi-aromatic C5/C9 resin combination and a styrenated DCPD resin. All materials were tested at an equal loading of 10 phr to provide a direct and unbiased comparison. Under these conditions, the bio-based resin consistently outperformed both alternatives, offering a stronger balance of reinforcing behaviour, improved tear propagation resistance and superior resistance to thermal degradation during dynamic flexing. Further improvements were achievable by reducing the amount of free extender oil in the compound, underscoring the resin’s adaptability in formulation design and its ability to unlock even greater performance when optimised.
These laboratory indicators were corroborated through extended Coesfeld Cut & Chip testing (see chart), in which compounds were subjected to up to 3,000 cycles at 200 rpm under a 200N applied force. Formulations containing NaugaShield BIO-TR 30 exhibited substantially lower mass loss and maintained tread surface integrity more effectively than the hydrocarbon and gum rosin-based-benchmarks. The performance advantage was even more pronounced in compounds adjusted for lower free oil content, confirming that the resin can be tailored to meet the durability requirements of the most challenging operating conditions.
The strong performance of NaugaShield BIO-TR 30 in OTR tread compounds can be readily transferred to other rubber goods that encounter similar wear mechanisms. Applications such as mining belts, agricultural and construction tracks or mill linings benefit from the resin’s ability to reinforce the rubber matrix, reduce crack growth under repeated impact and maintain structural cohesion under high-strain deformation. This versatility allows manufacturers to integrate a 75 percent bio-based resin that supports sustainability by reducing fossil-based content and helping end products last longer while maintaining – and often improving – operational performance across multiple product lines.
NaugaShield BIO-TR 30 is currently available in commercial quantities, enabling compounders and manufacturers to move directly from laboratory evaluation to pilot- and production-scale trials.
Kuraray Celebrates 100th Anniversary With Global Commemorative Ceremony
- By TT News
- June 26, 2026

Kuraray Co., Ltd. marked its 100th anniversary on 24 June 2026, with a commemorative ceremony at the Tokyo International Forum. The company live-streamed the event to its domestic and overseas locations, enabling employees worldwide to join the celebration simultaneously and strengthening the Group's collective spirit.
The speciality chemical company expressed deep appreciation to its stakeholders and predecessors for their enduring support throughout the century. Leaders also reaffirmed the organisation's determination to pursue new challenges collaboratively as it embarks on its next hundred years.

Hitoshi Kawahara, President, Kuraray Co., Ltd.
President Hitoshi Kawahara called for uniting values across diverse countries, regions, languages and cultures during this pivotal moment. He advocated for realising ‘One Kuraray’ by actively connecting people, technologies and knowledge beyond conventional organisational and business boundaries to co-create fresh value.
Kuraray originated in 1926 in Kurashiki, Okayama Prefecture, with the commercial production of synthetic rayon. Over the past century, the company built its reputation on distinctive technologies, including PVA fiber, PVOH resin, CLARINO man-made leather and EVAL EVOH resin, guided by its mission to achieve what no other company can for people and the planet. Today, Kuraray operates across 32 countries and regions. The company now views its centennial as a launching point for tackling social challenges through innovation and for unlocking new possibilities in the years ahead.
Cabot Secures EcoVadis Platinum Rating For Sixth Straight Year
- By TT New
- June 26, 2026

Cabot Corporation has once again achieved the top-tier platinum designation from EcoVadis, maintaining this elite status for six consecutive years. This accomplishment secures the company’s place among the global elite, as only one percent of all businesses scrutinised by the rating agency receive this highest mark. The outcome reflects the firm's sustained emphasis on driving tangible environmental and social advancements while upholding rigorous disclosure standards across its operational network.
The assessment framework employed by EcoVadis examines more than 150,000 entities worldwide, spanning numerous sectors and geographies, with evaluations rooted in established sustainability benchmarks. Cabot registered its most significant annual performance jump this cycle, with a five-point increase in its cumulative score, driven largely by enhanced results in the ethical conduct segment. Additionally, the company retained its exceptional standing in both environmental stewardship and workforce rights, securing the maximum possible recognition in those two critical areas.
With EcoVadis consistently tightening its evaluation parameters to mirror emerging global norms, Cabot has responded by intensifying its own internal sustainability measures. The organisation has concentrated on elevating operational effectiveness and data visibility, ensuring its practices remain responsive to the increasingly stringent expectations of stakeholders and rating bodies alike.
Underpinning this trajectory is a deeply ingrained organisational culture focused on iterative refinement and long-term value creation. By persistently elevating its sustainability agenda, Cabot reinforces its reputation as a proactive industry participant, dedicated to aligning corporate performance with broader societal and environmental objectives.
Jennifer Chittick, Senior Vice President, Safety, Health and Environment (SH&E) and Government Affairs; Chief Sustainability Officer, said, “We are encouraged by this year’s EcoVadis results, which reflect meaningful progress across our sustainability programme and our largest year-over-year score increase to date. These results demonstrate how greater transparency, stronger cross-functional collaboration and disciplined execution are helping us strengthen how we operate while advancing progress toward our 2030 sustainability goals.”
Nokian Tyres Secures 100th Place On TIME’s 2026 Most Sustainable Companies List
- By TT News
- June 25, 2026
Nokian Tyres has secured a position among TIME Magazine’s World’s Most Sustainable Companies for 2026, claiming the 100th spot on a prestigious roster of 750 global enterprises. The annual compilation, produced in partnership with the research firm Statista, recognises organisations demonstrating exceptional environmental and social performance after a comprehensive evaluation of thousands of candidates worldwide.
The selection process weighed verified sustainability credentials, including active participation in the UN Global Compact and Science Based Targets initiative-approved emission reduction goals. Assessment also incorporated third-party ratings from entities like CDP and MSCI, alongside rigorous scrutiny of each company’s transparent operations, ethical governance and overall commitment to environmental stewardship and social responsibility, ultimately distinguishing Nokian Tyres for its holistic approach to corporate accountability.
Paolo Pompei, President and CEO, Nokian Tyres, said, “This is a great acknowledgment of our long-term sustainability work and motivates us to keep improving. We want to enable drivers to make more sustainable tyre choices without compromising on performance. Renewable and recycled materials and lower rolling resistance help cut tyre lifecycle emissions, while rigorously tested tyres improve grip and safety, especially in demanding weather conditions. Proactive sustainability measures also benefit our customers: responsible sourcing reduces risks, and innovative, high-performing tyres with lower environmental footprint make it possible for our customers to offer higher-value solutions to their own clients.”




Comments (0)
ADD COMMENT