

Smithers to Expand Rolling-Resistance Testing Capabilities in China
- By TT News
- November 21, 2025
Smithers, the US-based testing and consulting group, is expanding its tyre testing operations in China with three new capabilities designed to better replicate real-world driving conditions. The investment will enhance the company’s rolling-resistance testing at its Suzhou tyre and wheel centre, strengthening its offering to global carmakers and tyre manufacturers.
The new features focus on factors that can influence vehicle energy loss, range, and overall efficiency—a growing concern as regulators tighten standards and EV makers push for longer driving range.
One new capability will allow rolling-resistance testing to be carried out with variations in slip and camber angles for passenger car and light truck tyres. Standard tests are performed at zero degrees, but even small changes in wheel alignment or body movement during real driving can affect energy consumption. The enhanced system lets customers study these effects and refine tyre designs accordingly.
Smithers is also adding high- and low-temperature rolling-resistance testing for truck and bus tyres, an extension of the temperature-controlled testing it introduced for passenger tyres in 2022. The company said demand has risen as manufacturers look to understand how cold weather affects range—a key issue for electric commercial vehicles.
A third new service will allow tyres to be tested together with chassis components such as half-shafts and brake discs. This gives OEMs independent data on how these parts contribute to overall resistance, helping them to identify where energy is being lost and to fine-tune vehicle efficiency.
All three capabilities are expected to be online by 1 December 2025.
“Smithers is seeing increased demand on a global scale for testing of tires and vehicles that more closely mimics real-world conditions,” said Derek Read, Vice President of Asia Pacific / Global Development, Materials Science and Engineering, Smithers. “These new capabilities are strategic investments into the refined, scenario-based testing our clients require to improve both tire and tire-chassis-vehicle system performance.”
Anyline Rolls Out Major TireBuddy Update With Fully Automated Tyre Inspections
- By TT News
- July 27, 2026

AI mobile data capture company Anyline has released the latest version of TireBuddy, a smartphone-based system for automotive tyre inspections. Version 1.8 introduces fully automated sidewall capture that removes human variability from data collection. The tool has already helped service teams achieve faster, more uniform inspections over the past year, leading to increased tyre sales and stronger customer trust.
The automated mechanism uses on-device guidance that evaluates each image against four criteria: full sidewall detection, sharpness, proper distance and angle and overall clarity. This real-time feedback minimises redo scans by guiding technicians to capture optimal images immediately. The system addresses common challenges in busy service bays where accuracy often suffers due to varying experience levels.
Standardisation of inspection quality is a primary benefit, as consistent results are achieved regardless of who holds the phone. This removes dependency on technician skill or training duration. New or seasonal staff can perform scans confidently from day one without extensive instruction. The automated capture now serves as the standard protocol for all inspections across locations and shifts.
Additional features include tyre mismatch alerts that flag size discrepancies, automated email reports to back-office systems and a redesigned results screen consolidating sidewall information and tread measurements. With hundreds of thousands of annual inspections, this update reinforces TireBuddy's role in modernising tyre service operations.
Lukas Kinigadner, CRO, Anyline, said, “A shop is only as consistent as its least experienced inspector. Automated sidewall capture gets every scan to the same standard, so teams can stop treating inspection quality as a variable.”
Epson Unveils Expanded Robotics Portfolio At Automation Expo Mumbai 2026
- By TT News
- July 23, 2026

Epson, a global leader in SCARA robot manufacturing, has unveiled its next-generation industrial robotics portfolio at Automation Expo Mumbai 2026. The newly introduced lineup features the high-end CX-A Series 6-axis robots, the LS-C Series SCARA robots, the RC+ 8.0 programming software and the advanced SafeSense safety technology, all designed to address diverse manufacturing applications such as pick-and-place, precision assembly, parts transfer and material handling.
The new offerings significantly expand Epson’s existing industrial robotics family, which already includes the 6-axis C-Series and SCARA T-Series and LS-Series models with payloads ranging from 3 to 20 kilogrammes. With the addition of the CX-A and LS-C Series, manufacturers across various sectors can achieve heightened productivity, flexibility and operational efficiency. The CX-A Series is engineered for complex tasks with a payload capacity of up to seven kilogrammes and a reach of 900 millimetres, available in IP67, cleanroom and ESD variants, while the LS-C Series provides a compact SCARA platform with a 50-kilogramme payload, a 1,000-millimetre reach and cycle times as fast as 0.298 seconds.
Complementing the hardware, the RC+ 8.0 software offers an integrated environment for programming, simulation and system management, facilitating faster automation deployment with support for Visual Studio and C++ development. Additional efficiency features include enhanced diagnostics, OPC UA, GUI builder and safety functions, alongside co-creation tools like Library Builder and RC+ Extension. Meanwhile, the SafeSense technology promotes safer human-robot collaboration by incorporating Safety Limited Speed and Safety Limited Position functions, which can potentially reduce the need for extensive safety fencing and thereby increase operational flexibility.
With over four decades of industrial robotics expertise and more than 200,000 robotic arms deployed globally, Epson continues to drive operational excellence for businesses. Attendees at Automation Expo Mumbai 2026 have the opportunity to view live demonstrations of these solutions and consult with Epson specialists about transforming their manufacturing operations.
Siva Kumar, Sr General Manager – Sales and Marketing, Epson India, said, "India is rapidly emerging as a global manufacturing hub, and automation will play a pivotal role in shaping its future. With our new industrial robot lineup and RC+ 8.0 platform, Epson is delivering the speed, precision and intelligence manufacturers need to compete in an increasingly dynamic marketplace. We remain committed to enabling businesses to accelerate automation adoption and build smarter, more agile and globally competitive manufacturing operations."
- Fraunhofer Institute For Structural Durability And System Reliability LBF
- Fraunhofer ICT
- Fraunhofer IGD
- Fraunhofer IWM
- TERIS
Fraunhofer Consortium Advances Standardised Tyre Abrasion Testing With TERIS Milestone
- By TT News
- July 21, 2026

A consortium of Fraunhofer institutes has reached a key milestone in the Technology Platform for Tire Abrasion and the Identification of its Emissions in Road Traffic (TERIS) project, moving closer to establishing standardised laboratory methods for generating, analysing and predicting tyre wear.
The project, led by the Fraunhofer Institute for Structural Durability and System Reliability LBF, together with Fraunhofer ICT, Fraunhofer IGD and Fraunhofer IWM, aims to provide the tyre industry, testing organisations and environmental agencies with reliable and practical laboratory procedures for assessing tyre abrasion emissions.
The first project milestone has been completed following a successful review by an advisory board comprising industry experts.
The consortium has developed reference methods for tyre abrasion, particle analysis, tribological modelling, artificial intelligence-based surface analysis, a laboratory test bench concept, accelerated ageing techniques and volatile organic compound (VOC) detection.
According to the consortium, combining different particle collection and measurement techniques enables more precise analysis of both airborne and deposited tyre wear particles. At the same time, tribological models have been developed to better understand the relationship between loading conditions, material properties, surface structures and particle formation, allowing real-world tyre wear processes to be replicated under laboratory conditions.
Researchers have also developed a specialised test chamber for accelerated ageing, enabling tyre samples to be exposed to controlled environmental conditions before evaluating their abrasion behaviour.
Another development is an optical detection system that uses artificial intelligence to identify and classify surface structures. The system has been validated using substitute materials and is expected to be applied to rubber samples during the next phase of the project.
The consortium has also designed a laboratory test bench that combines multiaxial loading, controlled generation of tyre wear particles, targeted particle collection and integrated optical sensors within a single testing platform.
In addition, the project combines accelerated weathering with chemical analysis of volatile organic compounds released from tyre abrasion to assess the environmental impact of tyre wear particles.
The researchers said the work will provide the foundation for faster and more practical laboratory evaluation of new rubber compounds. The resulting methods are intended to help tyre manufacturers reduce emissions, accelerate product development and support compliance with the requirements of the Euro 7 standard.
At Fraunhofer IWM, researchers focused on refining tribological wear models and friction surface concepts to simulate particle formation under controlled laboratory conditions. The institute designed a parameterisable wear test that studies friction between plate materials and model surfaces with different structures, enabling researchers to investigate the mechanisms responsible for particle generation.
Initial findings indicate that tyre wear results from multiple interacting mechanisms rather than a simple relationship between particle emissions and factors such as speed, contact force or temperature. The researchers collected and analysed particles across a wide range of sizes during the study.
ZF Group India Wins Contracts For Battery, Tyre and E-Axle Testing
- By TT News
- June 30, 2026
ZF has secured a significant milestone in the Indian automotive sector, receiving three major orders for its advanced test systems. The contracts, which encompass battery, tyre and e-axle testing, position the global driveline and chassis technology leader at the forefront of the nation’s drive to enhance road safety and establish more robust vehicle certification processes. This development aligns with India’s accelerating regulatory efforts to ensure that vehicle testing becomes more independent, rigorous and comprehensive, marking a critical step forward for the industry.
A key aspect of ZF's strategy involves a strong commitment to local manufacturing, with the company emphasising high levels of domestic content for its test systems in support of the ‘Make in India’ initiative. The firm’s extensive background in the field is underscored by its experience in testing over 100 million transmissions, a testament to the proven global reliability of its technology. This foundation of expertise is now being applied to address the specific safety and performance demands emerging in the Indian market.
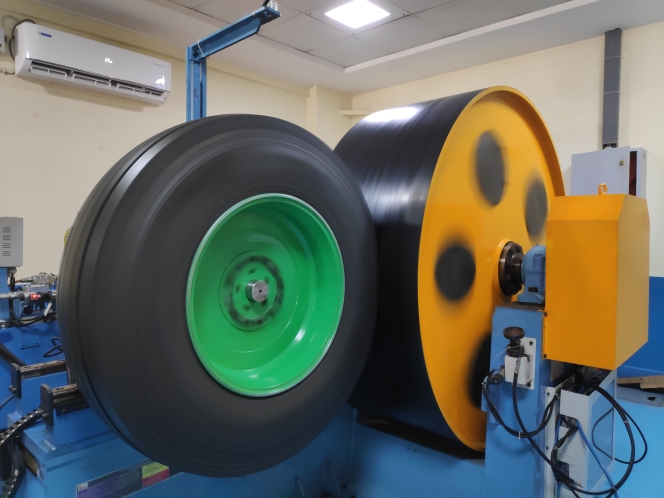
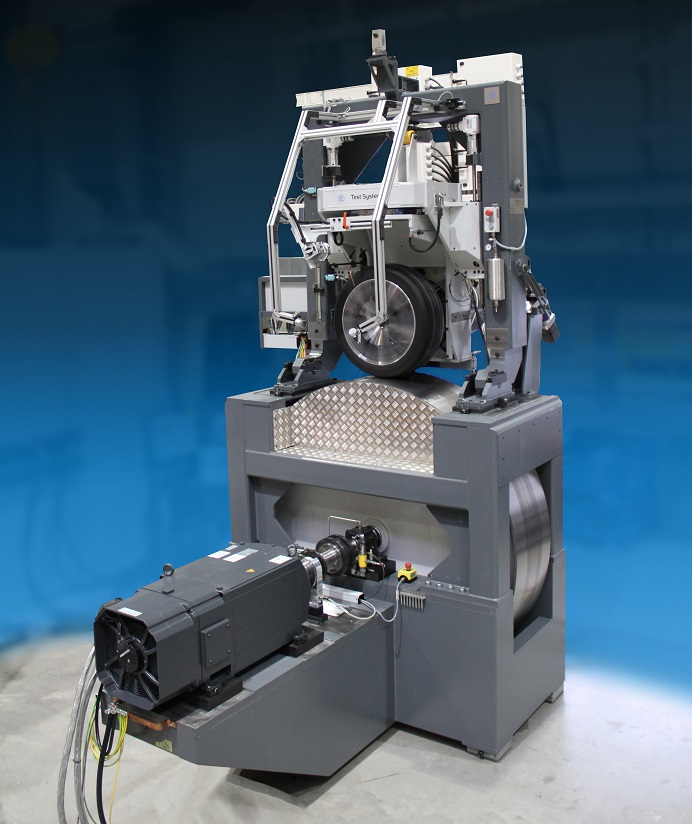
With the rapid adoption of electric vehicles, battery safety has become a paramount concern, and ZF’s solutions cover the complete spectrum from individual cells to complete packs. These systems evaluate performance, endurance and environmental factors, including rigorous mechanical abuse testing, while adhering to a wide array of international and Indian standards. Furthermore, the company’s tyre testing capabilities are poised to play a crucial role as India prepares to enforce new mandatory regulations, including the BNVSAP and the AIS 142 TPMS Mandate. The ZF Tyre Efficiency Tester (TET.lab), recognised for its precision, offers a modular platform capable of testing everything from motorcycles to heavy commercial vehicles.
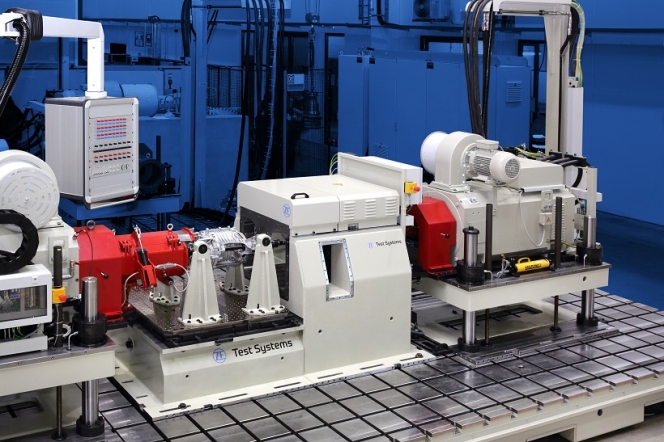
The company’s e-mobility test benches feature a high-performance drive module with a flexible, modular architecture designed to accommodate both conventional and electric drivetrains. These systems can be configured for various operations, integrating frequency converters and precision measurement technology for comprehensive testing. ZF’s deep expertise, already deployed by manufacturers and testing authorities worldwide, positions it as a key technology partner for India. As regulatory requirements tighten and the demand for quality escalates, the company is set to support the nation's ambition of building a safe and sustainable automotive ecosystem.
Akash Passey, President, ZF Group India, said, “Testing agencies are the final arbiters of vehicle safety, the bodies whose certification regulators and the public trust. Being chosen across three independent and Government agencies, for three distinct testing disciplines, is a powerful validation of ZF's accuracy, reliability and deep understanding of India's regulatory and testing landscape. ZF Group is proud to provide the technical foundation that makes world-class automotive safety infrastructure possible in India, not just for our OEM customers but also for Government and independent testing agencies.”
Thomas Trebitsch, Vice President, ZF Test Systems and Testing, said, “Over the past years, we have been focusing on the tyre industry in India and introducing our complete product portfolio to India. As the market develops rapidly towards regulations and safety, there is a strong need for robust and world-class testing technology. ZF brings its global competence and a deep understanding of the Indian auto industry to address its specific needs.”



Comments (0)
ADD COMMENT